
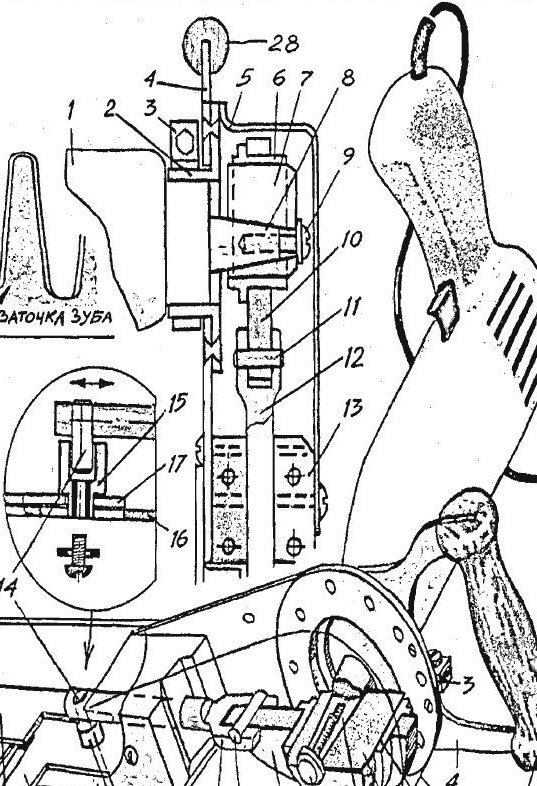
Sıradan bir matkap, çim biçmeyi ve hatta çalıları kesmeyi öğrenmek kolaydır. Bu biçicinin ana çalışma gövdesi kesme ünitesidir (Şekil 1).
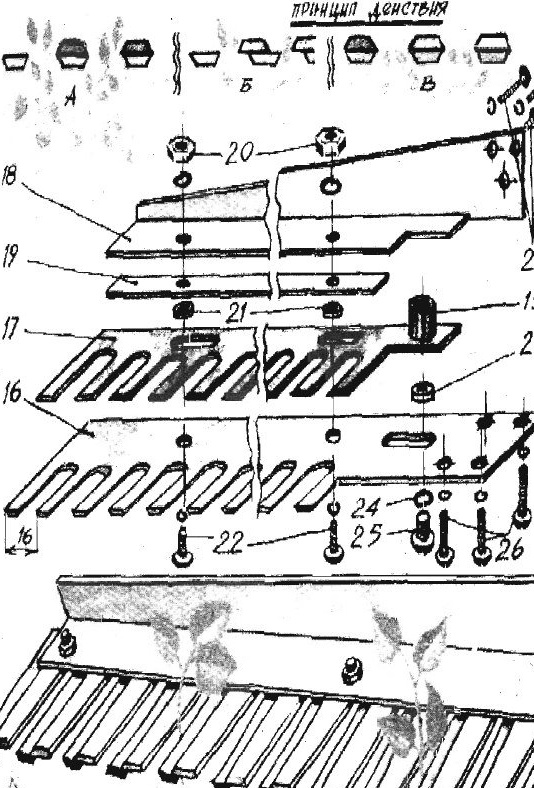
Şek. 1. Bir çim biçme makinesi. Eylem ilkesi.
Hareketli bıçağın (17) dişleri, sabit olarak sabitlenmiş bir tarak (16) ve makas gibi kesme çim ve çiçeklerin dişleri boyunca kayar. Bıçakların hareketleri pistonludur ve bu nedenle kinematik şemadaki ana görev tesisler - elektrikli matkabın milinin 8 dönme hareketini salınıma dönüştürün. Dönüştürücü bu sorunu çözer (Şek. 2).
Hareketli bıçağın (17) dişleri, sabit olarak sabitlenmiş bir tarak (16) ve makas gibi kesme çim ve çiçeklerin dişleri boyunca kayar. Bıçakların hareketleri pistonludur ve bu nedenle kinematik şemadaki ana görev tesisler - elektrikli matkabın milinin 8 dönme hareketini salınıma dönüştürün. Dönüştürücü bu sorunu çözer (Şek. 2).
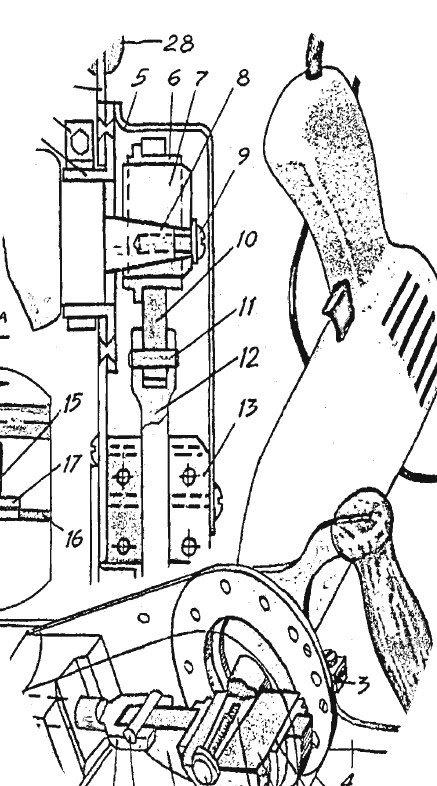
Şek. 2. Bir çim biçme makinesi. Dönüştürücü.
Matkap mili / monte edilen kam 7c salıncağında küpe 10. Bir çeşit hareketi diğerine dönüştüren kişidir. Ve çubuk 15 vasıtasıyla kesme bıçağına aktarır. Çubuk ve bıçak kılavuzlar ile sabitlenir - gövde 13 ve tarak 21 üzerinde. Ve böylece bıçak bozulmadan hareket eder, sürtünmeyi azaltmak için, sürtünmeyi önleyici malzemeden yapılmış bir conta 19 ile bölünen sert bir plaka 18 ile güçlendirilir. Biçicinin ana parçaları torna, freze ve delme makinelerinde yapılır. Bir tornada, yatak flanşını 2 çelik bir kütüğün dışına çevirin, iç çapı elektrikli matkap boynunun çapına eşit olmalıdır. Flanş bir kelepçe 3 ile sabitlendiğinden, şaftta altı uzunlamasına kesim yapın. Sonra kasılma daha eşit ve daha yoğun olacaktır. 3 mm kalınlığında bir çelik sacdan kesilen taban plakasını 4 sabitlemek için flanşın ucuna sekiz delik açın. Gösterildiği gibi yapın. Daha sonra sadece kesme ünitesini ve dönüştürücüyü monte etmekle kalmaz, aynı zamanda sap 28 ile de delik açmayı unutmayın. Plakada delikler açmayı unutmayın - flanşı sabitlemek için sekiz, çubuk kılavuzuna 13 bağlamak için dört, bıçak kapağını takmak için üç. Eksantrik 7 ayrıca çelikten işlenir. 16 mm'lik bir bıçak darbesi sağlayan 8 mm'lik bir eksantriklik ile, içinde milin ucuna karşılık gelen konik bir delik açın. Montaj sırasında eksantrik miline sıkıca oturur ve matkabın boynuna dokunmaz (tasarımımızda 4-5 mm'lik bir boşluk seçilir). Eksantrik dış yüzeyini zımparalayın, çünkü rulman üzerinde kayar - bronz bir burç 6. Küpe 7 (7 6-8 mm kalınlığında çelik sacdan kesilir. Burç 6 için bir torna üzerinde bir kesici ile deliği delin ve altında bir matkapla 11 delik açın ve sonra işleyin Çubuk 12, 10-11 mm çapında bir bronz çubuktan işlenir.Silindirik yüzeyi kılavuzda kayan bir oturuş sağlamak için taşlanmıştır. Freze makinesinin bir ucunda, küpe bağlamak için bir oluk kesilir ve delikler delinir - biri eksen 11, diğeri pim 14 için. Eksen küpenin içine bastırılır ve pim, kılavuz ile birleştirildikten sonra gövde şaftına yerleştirilir.
Kılavuz 13 taban uzunluğu en az 50 mm olan bir kiriştir. Çelikten yapmak en iyisidir. Çubuk için çalışma deliğinin ekseninin taban plakasının 4 düzlemine tam olarak paralel olmasına dikkat edilir. Deliklerin geri kalanı M5 veya Mb vidaları için bir vida ile sabitlenir. Bir tarak ve bıçak yapmak en çok zaman alan bir iştir, bu yüzden daha ayrıntılı olarak üzerinde duralım. Burada, eski iki elli bir testerenin tuvali sizin için iyi bir malzeme olarak hizmet edebilir. Bıçağın ve tarakın tam bir çizimini grafik kağıdına çizin (boyutları şekilde gösterilmektedir, sadece bıçağın 19 ve tarakın 20 dişi olduğunu not ediyoruz). Çizimi kartona yapıştırın ve kontur boyunca kesin. Desenleri aldınız.
Tuval üzerine yerleştirdikten sonra, konturları bir çizici ile metale aktarın. Şimdi bir delikten deliğe - kaba boşlukları kesebilirsiniz. Yine de bir dosya ve zımpara ile işlenmeleri gerekiyor. Tabakanın işlenmesi zorsa, serbest bırakın: yüzeyde renk değişimi olana kadar ısıtın ve yavaşça soğutun - sıcak kumlu bir fırın tepsisinde en iyisidir. Yumuşak metal üzerinde, bıçak ve tarakların dişlerini kesmeyi bitirin (Şekil 16'da gösterildiği gibi, 45 ° 'lik bir açıyla); bağlantı elemanları 22, 24, 25, 26 için kılavuz rondelaları 21 için gerekli delikleri delin ve ancak daha sonra metali sertleştirin; kum çalışma yüzeyleri. Tüm cihazı monte etmek için hala ihtiyacınız var: cıvata ve somunlar 9, 20, 22, 24, 25, 27 - standarttır; kılavuz pullar 21, 23 - onları bronzdan çıkarın; bıçağı harekete geçirmek için tutamak 75 - takım çeliğinden işlenir. Çim biçme makinesinde kaçınılmaz titreşimler meydana gelir, bu nedenle tüm vida bağlantıları yaylı rondelalarla karşılanacaktır. Son çalışmanın son detayı, çalışma gövdelerini tozdan korumak için şekilli bir muhafaza 5 olacaktır. 1 - 1.5 mm kalınlığında sac duralumin'den kesmek daha iyidir. Çalışmaya başlamadan önce, tüm sürtünme parçalarını iyice yağlayın.
Matkap mili / monte edilen kam 7c salıncağında küpe 10. Bir çeşit hareketi diğerine dönüştüren kişidir. Ve çubuk 15 vasıtasıyla kesme bıçağına aktarır. Çubuk ve bıçak kılavuzlar ile sabitlenir - gövde 13 ve tarak 21 üzerinde. Ve böylece bıçak bozulmadan hareket eder, sürtünmeyi azaltmak için, sürtünmeyi önleyici malzemeden yapılmış bir conta 19 ile bölünen sert bir plaka 18 ile güçlendirilir. Biçicinin ana parçaları torna, freze ve delme makinelerinde yapılır. Bir tornada, yatak flanşını 2 çelik bir kütüğün dışına çevirin, iç çapı elektrikli matkap boynunun çapına eşit olmalıdır. Flanş bir kelepçe 3 ile sabitlendiğinden, şaftta altı uzunlamasına kesim yapın. Sonra kasılma daha eşit ve daha yoğun olacaktır. 3 mm kalınlığında bir çelik sacdan kesilen taban plakasını 4 sabitlemek için flanşın ucuna sekiz delik açın. Gösterildiği gibi yapın. Daha sonra sadece kesme ünitesini ve dönüştürücüyü monte etmekle kalmaz, aynı zamanda sap 28 ile de delik açmayı unutmayın. Plakada delikler açmayı unutmayın - flanşı sabitlemek için sekiz, çubuk kılavuzuna 13 bağlamak için dört, bıçak kapağını takmak için üç. Eksantrik 7 ayrıca çelikten işlenir. 16 mm'lik bir bıçak darbesi sağlayan 8 mm'lik bir eksantriklik ile, içinde milin ucuna karşılık gelen konik bir delik açın. Montaj sırasında eksantrik miline sıkıca oturur ve matkabın boynuna dokunmaz (tasarımımızda 4-5 mm'lik bir boşluk seçilir). Eksantrik dış yüzeyini zımparalayın, çünkü rulman üzerinde kayar - bronz bir burç 6. Küpe 7 (7 6-8 mm kalınlığında çelik sacdan kesilir. Burç 6 için bir torna üzerinde bir kesici ile deliği delin ve altında bir matkapla 11 delik açın ve sonra işleyin Çubuk 12, 10-11 mm çapında bir bronz çubuktan işlenir.Silindirik yüzeyi kılavuzda kayan bir oturuş sağlamak için taşlanmıştır. Freze makinesinin bir ucunda, küpe bağlamak için bir oluk kesilir ve delikler delinir - biri eksen 11, diğeri pim 14 için. Eksen küpenin içine bastırılır ve pim, kılavuz ile birleştirildikten sonra gövde şaftına yerleştirilir.
Kılavuz 13 taban uzunluğu en az 50 mm olan bir kiriştir. Çelikten yapmak en iyisidir. Çubuk için çalışma deliğinin ekseninin taban plakasının 4 düzlemine tam olarak paralel olmasına dikkat edilir. Deliklerin geri kalanı M5 veya Mb vidaları için bir vida ile sabitlenir. Bir tarak ve bıçak yapmak en çok zaman alan bir iştir, bu yüzden daha ayrıntılı olarak üzerinde duralım. Burada, eski iki elli bir testerenin tuvali sizin için iyi bir malzeme olarak hizmet edebilir. Bıçağın ve tarakın tam bir çizimini grafik kağıdına çizin (boyutları şekilde gösterilmektedir, sadece bıçağın 19 ve tarakın 20 dişi olduğunu not ediyoruz). Çizimi kartona yapıştırın ve kontur boyunca kesin. Desenleri aldınız.
Tuval üzerine yerleştirdikten sonra, konturları bir çizici ile metale aktarın. Şimdi bir delikten deliğe - kaba boşlukları kesebilirsiniz. Yine de bir dosya ve zımpara ile işlenmeleri gerekiyor. Tabakanın işlenmesi zorsa, serbest bırakın: yüzeyde renk değişimi olana kadar ısıtın ve yavaşça soğutun - sıcak kumlu bir fırın tepsisinde en iyisidir. Yumuşak metal üzerinde, bıçak ve tarakların dişlerini kesmeyi bitirin (Şekil 16'da gösterildiği gibi, 45 ° 'lik bir açıyla); bağlantı elemanları 22, 24, 25, 26 için kılavuz rondelaları 21 için gerekli delikleri delin ve ancak daha sonra metali sertleştirin; kum çalışma yüzeyleri. Tüm cihazı monte etmek için hala ihtiyacınız var: cıvata ve somunlar 9, 20, 22, 24, 25, 27 - standarttır; kılavuz pullar 21, 23 - onları bronzdan çıkarın; bıçağı harekete geçirmek için tutamak 75 - takım çeliğinden işlenir. Çim biçme makinesinde kaçınılmaz titreşimler meydana gelir, bu nedenle tüm vida bağlantıları yaylı rondelalarla karşılanacaktır. Son çalışmanın son detayı, çalışma gövdelerini tozdan korumak için şekilli bir muhafaza 5 olacaktır. 1 - 1.5 mm kalınlığında sac duralumin'den kesmek daha iyidir. Çalışmaya başlamadan önce, tüm sürtünme parçalarını iyice yağlayın.