
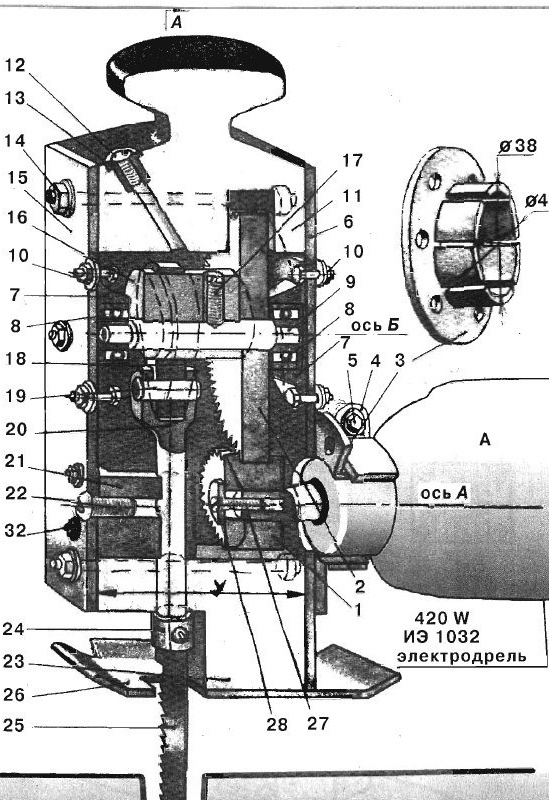
Şek. 1. El çapraz gördüm.
Tahrik dişlisi 2 ile birleştirilir, daha sonra tüm dönüştürücü, bir kelepçe 4 ile matkabın boynundaki bir cıvata 5 ile birlikte çekilir. Milden 7 ve 2 dişlilerine dönüş, eksantrik 16'ya aktarılır, sallanan kol serbestçe oturur küpe 18. Aynı zamanda eksantrik 16'nın dönme hareketini çalışma çubuğunun 20 pistonlu hareketine dönüştürür. Küpeler çubuğa bir parmak 19 ile bağlanır. Çubuğun pistonlu hareketi kılavuz 21 boyunca gerçekleşir. Çubuk 25'in alt ucuna, sadece gerginlikte çalışan bir testere 25 sabitlenir. Bu nedenle, testerenin dişleri yukarı doğru yönlendirilir.
Dönüştürücüyü üretmeye başlamadan önce, bir çift düz dişli arayın. Büyük olasılıkla, eski aletleri, dişlileri, dişli kutularında doğru çifti bulacaksınız. Pinyon dişlisinin 1 çapı, matkabın boynunun çapını aşmamalıdır. Bu, dişlinin yatak flanşının 3 deliğine serbestçe geçmesi için gereklidir. Pinyon dişlisinin genişliğinin en az 20 mm olması daha iyi olacaktır, bu da koni üzerindeki ilk iniş büyük uzunlamasına yer değiştirmelerle ilişkili olduğundan tahrik edilen dişliyle güvenilir bir bağlantı sağlayacaktır. Dişlilerin dişlerinin yüksekliği, montajdaki yanlışlıkları, cıvataların altında delmeyi, bir matkaba gevşek oturmayı ve bir kelepçeyle sıkıştırmayı göz önünde bulundurarak en iyi kavramasını sağlamak için 3-4 mm olmalıdır. Çubuğun (20) pistonlu hareket sayısını azaltmak ve kesme kuvvetini arttırmak için dişli oranı üçe eşit olmalıdır. Dişli oranı, tahrik edilen dişlinin diş sayısının dişli dişi sayısına oranı ile belirlenir.
Eşleşen bir çift dişli, tüm dönüştürücünün başlangıç boyutlarını belirleyecektir. Gerekirse, iç delikleri matkap konisi ve şaft 9 için özelleştirilmelidir. Dişli deliklerinin çapları koni ve şaftın çaplarından daha küçükse, bunları bir tornada delmek zorunda kalacaksınız. Çaplar daha büyükse, adaptör manşonlarını taşlamak gerekir (bunlar çizimde belirtilmez). Dişlilerin ayarlanmasıyla ilgili işi bitirdikten sonra, tüm yapıyı bir bütün olarak grafik kağıdına çizmeye devam edin. Hesaplanan ek bir değer testerenin strokudur. 10-14 mm'ye eşit olarak alınabilir.Bu nedenle, A, B ve C eksenleri arasındaki mesafeyi ve eksantrik 16'nın boyutlarını bileceksiniz. Eksantrik milini 9 miline çizdikten sonra, eksantrik üzerinde sallanan küpenin 18 deliğinin çapını, çubuğun 20 ve kılavuz 21'in boyutlarını belirleyeceksiniz. sürgülü sürtünme ile. Bu nedenle, imalatları için çelik ve bronz, çelik ve pirinç gibi farklı metallerden boşluklar seçmek gerekir. Çizime göre, hangisini bir çift bilya yatağı (8) seçeceğinizi daha iyi göreceksiniz. Yatakların iç çapı 10 mm'yi geçmemelidir. Dış çaplarına göre flanşların boyutları belirlenir. Tüm boyutlar netleştirildikten sonra, dönüştürücünün parçalarının imalatına devam edin. Çoğu tornada açılır. Meşe kirişlerinden, sadece marangoz keskilerini kullanarak, kasanın üst 11 ve alt 23 parçalarını kesin. Uç düzlemlerin paralelliğine ve X ve Y boyutlarının eşitliğine özellikle dikkat edin (bkz.Şekil 1 ve 2).
[/ orta]
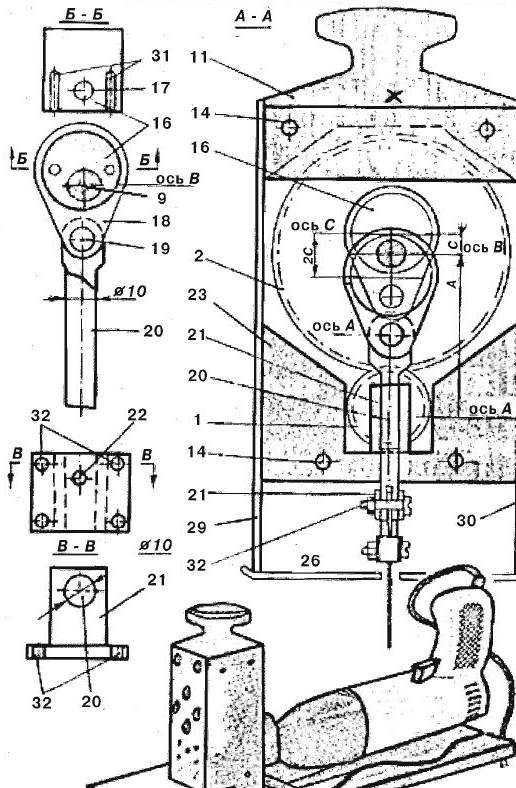
Şek. 2. El çapraz gördüm.
Bu boyutlar montaj doğruluğunu ve makine güvenilirliğini sağlar. Çubukların iç yüzeylerine epoksi reçine veya yağa dayanıklı vernik sürün. Eksantrik 16'yı ortak şaft 9 üzerindeki dişli 2 ile hizalayın ve sabitleme pimleri 31 için iki delik açın. Eksantrik gövdeye bastırdıktan sonra dişli üzerindeki pimleri açın. Daha sonra bir delik açın ve sabitleme pimi 17 için ipliği kesin. Dikkatlice işaretledikten sonra, küpe 18 ve çubuk 20 üzerindeki delme makinesinde delikler delin, şaftın 9 ve pimin 19 eksenlerinin paralelliğine dikkat ederek, küpedeki delik kördür ve çubuğa kaymaya sahiptir. Bir demir testeresi ile kılavuzu çelik kütükten kesin. Montaj cıvataları ve çubuk için delik açın. Mil deliği bir rayba ile işlenmelidir. 3-4 mm kalınlığında sac duralumin'den, kılıf kapaklarını, sağ 29 ve sol 30, arka 6 ve ön 15 ve destek plakasını 26 kesin. Ön ve arka kapakları birlikte katlayın, kelepçe ile kelepçe ve bağlantı cıvataları 14 için matkap delikleri, sabitleme flanşların 10 cıvataları ve kılavuzun nipelinin 22 vidası için delik. Tüm işlemleri tamamladıktan sonra, makinenin montajına geçin. Metinde belirtilmeyen, ancak şekilde 12, 13, 24, 27, 28, 32 numaralarıyla gösterilen vidalar ve rondelalar hazır standart olarak alınır.