
Tabut yapma aşamaları:
- Ana ürün türleri
- Gerekli ekipman
- Kağıt yapımı malzemeler
- Vücudun boşluklarını sarma ve yapıştırma
- Basınç testi ve kurutma
- İş parçası kaynatma
- dosyalama
- Donanım parçaları
- Tabut dekartasyonu
1. Karton (tercihen ciltleme). Tutkal ve emprenye olmadan temiz olmalıdır. Üretim alanlarında Balakhna karton kullanılır, çünkü tüm gereksinimleri en fazla karşılar.
2. Jöle kıvamında nişasta macunu. Çalışmadan hemen önce kaynatılır.
3. Kurutma yağı (keten tohumu yağı).
4. Aksesuar üretimi için:
a) 0,5 - 0,7 mm kesitli pirinç sac;
b) enine kesiti 1.5-2 mm olan bir çelik çubuk (tel).
Bir kutu gövdesi oluşturma süreci, tabanın üretimi ile başlar - "blok başı" olarak adlandırılan ahşap bir kiriş. Boyutu, amaçlanan ürünün gelecekteki boşluğu olan "sargı" boyutuna göre belirlenir. "Bloğun" uzunluğu, presin ebadı ile sınırlıdır ve enine kesit, ürünün iç ebadına karşılık gelir. Kuru, masif ahşaptan, tercihen sert ağaçtan (huş ağacı veya kayın ağacı) yapılır. Yüzeyi oluk açmadan pürüzsüz olmalıdır. Hazır "blok başlığı" ham "sargıdan" şişmeyecek şekilde yağlanır. Kıvrıldıktan sonra gevşemelidir.
"Blockhead" e ek olarak, gömülü parçalara da ihtiyacımız var - üzerindeki sargıyı sıkıştıran "yanaklar". Gömülü “yanakların” genişliği, gelecekteki binanın iki duvar kalınlığı ile “blok başlığı” bölümünün genişliğinden daha fazladır. "Yanaklar" için en iyi malzeme suntadır. Deforme olmazken gerekli kıvrımı sağlayan sertliğe sahiptir. İş parçasının düzgün bir şekilde kıvrılması için, dört “yanak” olmalıdır - iş parçasının kalınlığını dikkate alan tam boyda iki ipotek ve torbanın etrafına saran iki konşimento (bkz. Şekil 3).
Yuvarlak boşluklar için, bir torna üzerinde bir "blok başı" yapılır. Aşırı durumlarda, parametreler için uygun şişeler veya kavanozlar kullanılabilir.
Oval ve diğer yumuşak "göğüsler" şekilleri desene göre marangozluk şeklinde yürütülür.
Yuvarlak ve oval şekillerin imalatı da birkaç karton katmanının bir boşluğa ve dikdörtgen boşluklara sarılmasıyla gerçekleştirilir, sadece sıkma, döndürmek için sıkma dönüşüne sahip bir lastik bant veya şerit ile yapılır (Şekil 5, a). İş parçası bir kelepçe içinde 15-30 dakika tutulur ve daha sonra serbest bırakılır ve blok kafasından çıkarılır. Daha fazla kurutma ve daha fazlası.
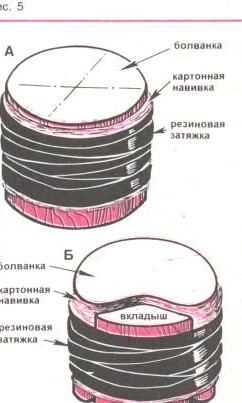
İçbükey yüzeylere sahip karmaşık şekillerin üretiminde, pedler kullanılır, yani. sargının basıncını dengeleyen ahşap insert (Şekil 5, b).
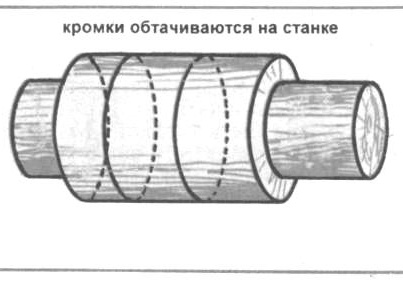
Yuvarlak şekiller bir tornada tamamlanır (Şek. 6). Önce trimi (kasayı) zımparalayın, ardından dipleri yapıştırın ve iş parçasını istenen forma getirin.