5 yıldır Neva 100 motorlu kültivatör kullanıyorum.

Herhangi bir şikayet yok, ancak son zamanlarda kontrol düğmelerinin (direksiyon) sabit, ayarlanabilir olmayan bir pozisyona sahip olmasından memnun değilim.
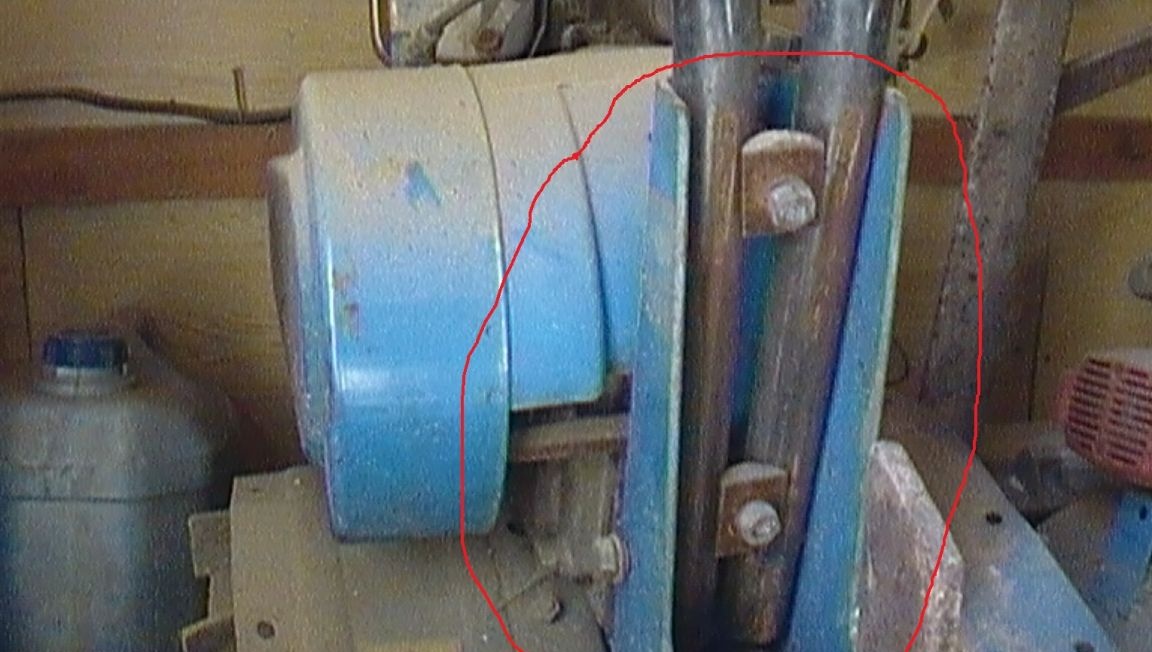

Köşeleri ve ulaşılması zor noktaları işlerken, “fiziksel güç” kullanmalısınız (kendinize doğru çekiniz), çünkü geri vites yok. Bir sonraki toprak işlemeden önce, kültivatörün bu kısmını “modernize etmeye” karar verdim.
Bunu yapmak için şunlara ihtiyacım vardı: matkaplı bir elektrikli matkap, kesme diskli bir taşlama makinesi, elektrikli kaynak, bir kumpas, eğeler (yuvarlak ve düz), bir çekirdek, bir çekiç, bir tezgah mengene, hurda metal, metal bir fırça, musluklar M10 x 1, M6 ve kulplu bir kalıp M10 x 1, koruyucu ekipman.
Gelecekteki kısmın monte edileceği kısmı çıkardı.


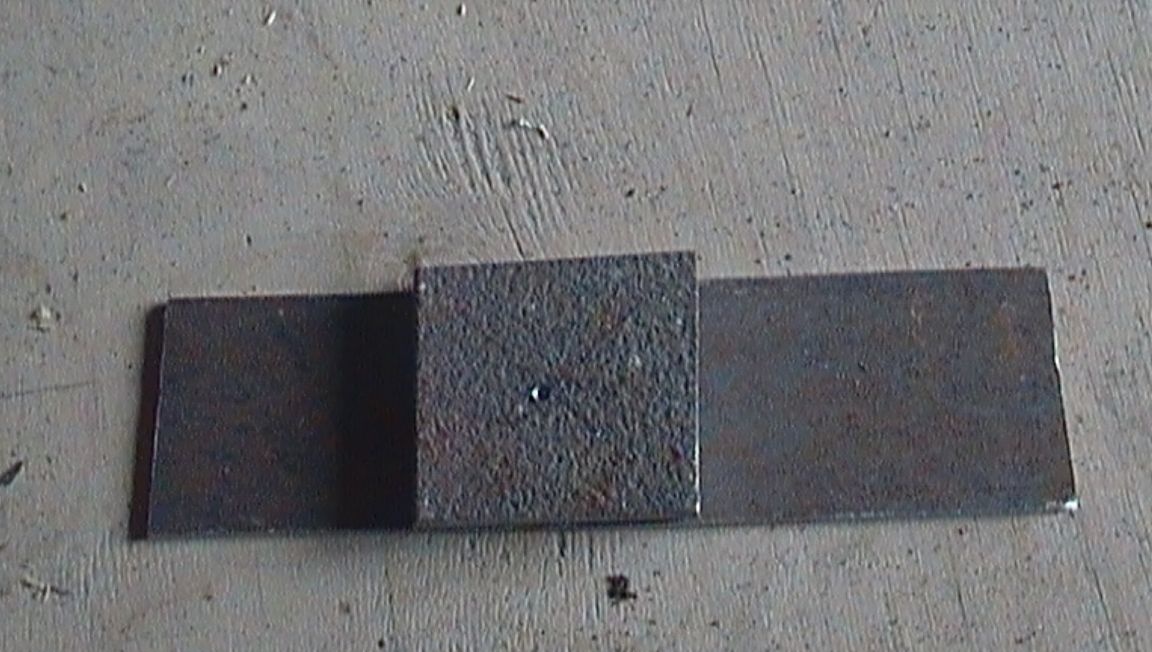
Rafı 50 mm ve kalınlığı 5 mm olan bir çift köşe buldum. Bir elektrikli matkapta sabitlenmiş bir fırça ile kirleri temizledim. Kesim uzunluğu 120 mm. Bir köşede, “raf” ın yarısını genişliğinde kestim.

Kaliperi “dümen” yuvasına koydum ve işaretlemek için köşeleri koydum, “dümen” montaj duvarına sıkıca bastırdım

İşaretlemeyi yaptıktan sonra, fazla köşeyi kestim.

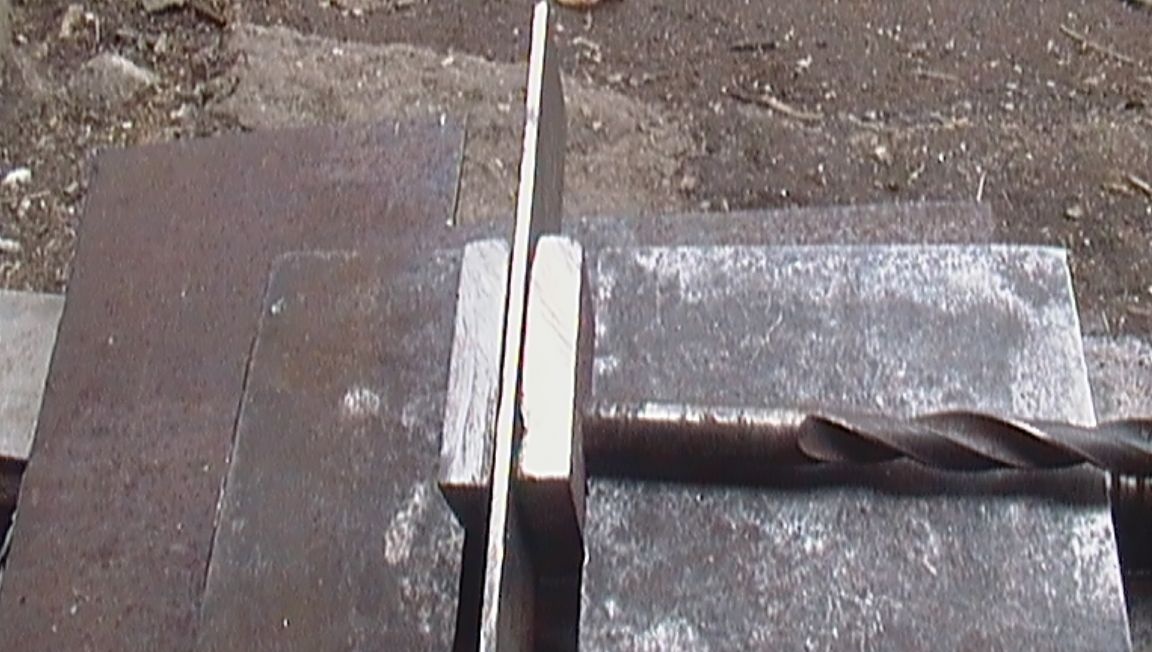
“Direksiyon simidinin” sabitlenmesinde köşeleri bir demir parçasına monte ettikten sonra, her iki tarafa da kaynak yaptık.


Dış dikişi ve dış köşeleri işledikten sonra, daha sıkı bir uyum için markalar aldım. Hangi kötü değil "montaj".


Normal bir delikten 8 mm'lik bir cıvatanın altına bir T cıvata deldim.

Bir boru aldım, ᴓ51 mm., Markaya sıkıca uyan ve markaya kaynak yapan bir rehber diyeceğim


Parçaların daha sıkı sabitlenmesi için, montajda bir delik açtım ve markada bir boru ile M6 ipliğini kestim. Saplamayı sıkmak için iplik sadece ilk muslukla kesilmiştir. Saç tokasını 2 fındık yardımıyla bükdü. Sonuç oldukça güçlü bir bağlantıdır.


"Kol" için aynı boruyu almak zorunda kaldı. Ve bir mengenede uzunlamasına kesme ve sıkma sonucu, boruya sıkıca oturan bir iş parçası elde edildi (kılavuz).


İş parçasını mengeneden çıkarmadan, dikişi içeriden kaynaklıyorum

Dışarıdan böyle görünüyor

Yaklaşık 70 mm'lik yeni bir boru parçasını kestikten sonra buna "etek" diyeceğim. Bir işaret yaptı ve 15 mm kenarlı bir ikizkenar üçgen gördü. İşaretlemedeki fazlalığı kestim.

"Eteğin" iç yüzeyini işledikten ve iç çapakları bir eğe ile çıkardıktan sonra manşondaki "etek" üzerinde denedim. Manşonu çıkardıktan sonra, eteği kılavuz tüpün üzerine koydu ve bitmiş üçgeni özetledi. İşaretlemek için bir kesme yaptım.


7 mm'nin tepesinden ayrıldıktan sonra bir işaret yaptım ve ikinci üçgeni gördüm.

Benzer şekilde üçüncü üçgeni de gördüm.

Bir kol üzerinde etek giyerek, kaynak yaparak aldı. Kenarları kırptı, uç boyunca kaynatın ve düzleştirin.

Manşonu testere, karşı taraftaki deliklerde testere borusuna sabitlemek için

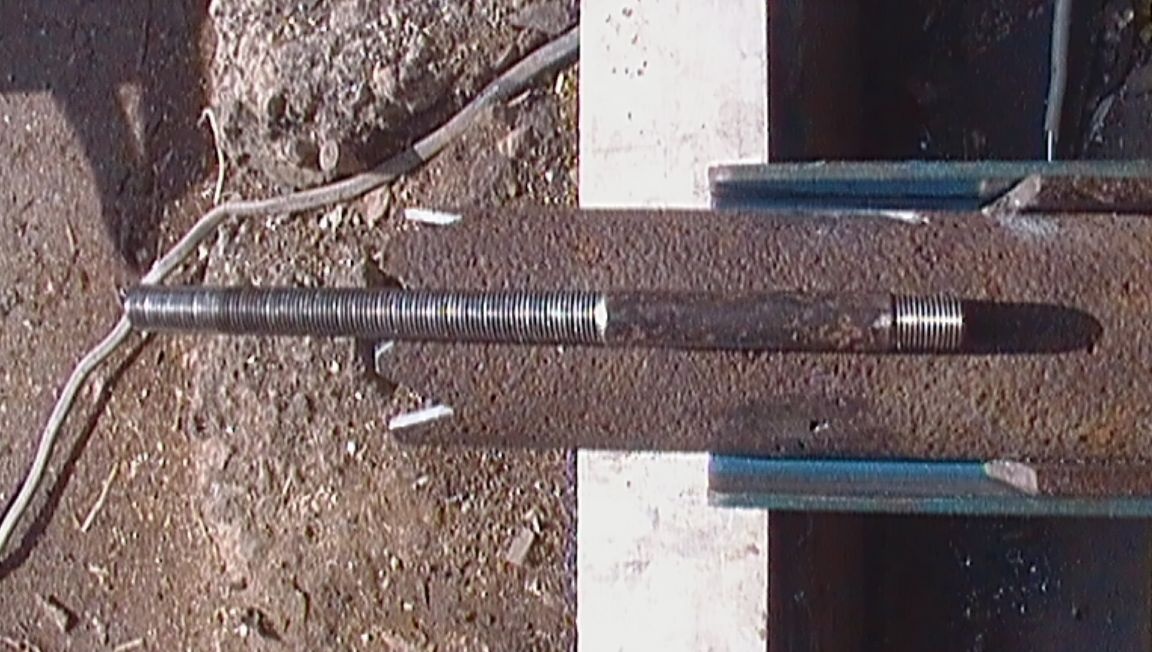
Köşeden kalan metal bir şerit için. Kılavuz borudaki şeridi denedikten sonra, bir delik açtım ve M10 x 1 ipliğini kestim. Şeridi kılavuz boruya yerleştirdim ve kaynattım.


Sıkma cıvatası için eski bir uzun cıvata işe yaradı, sonunda M10 x 1 ipliğini kestim. Sıkma cıvatasını sıktım ve kontra somunu sıktım.


"Direksiyon simidi" ni ayarlamak için - altta eski kral pimin benimkinden geldiği 2 bilye rulman aldı arabalar.
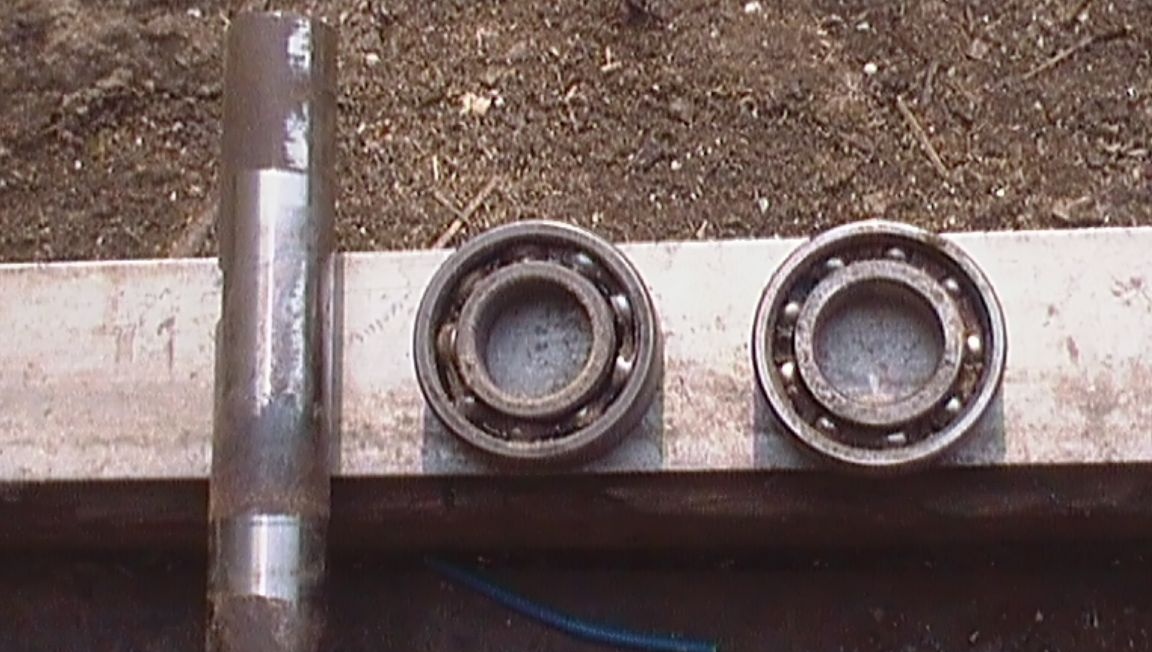
Ara parçası kovanı ve kafes için - aynı boru 51 mm.

Klipleri kesti.

Klipsleri bölüm boyunca yaymak, yatakları takmak ve klipsleri bir daire vermek için bir çekiçle hafifçe vurmak.
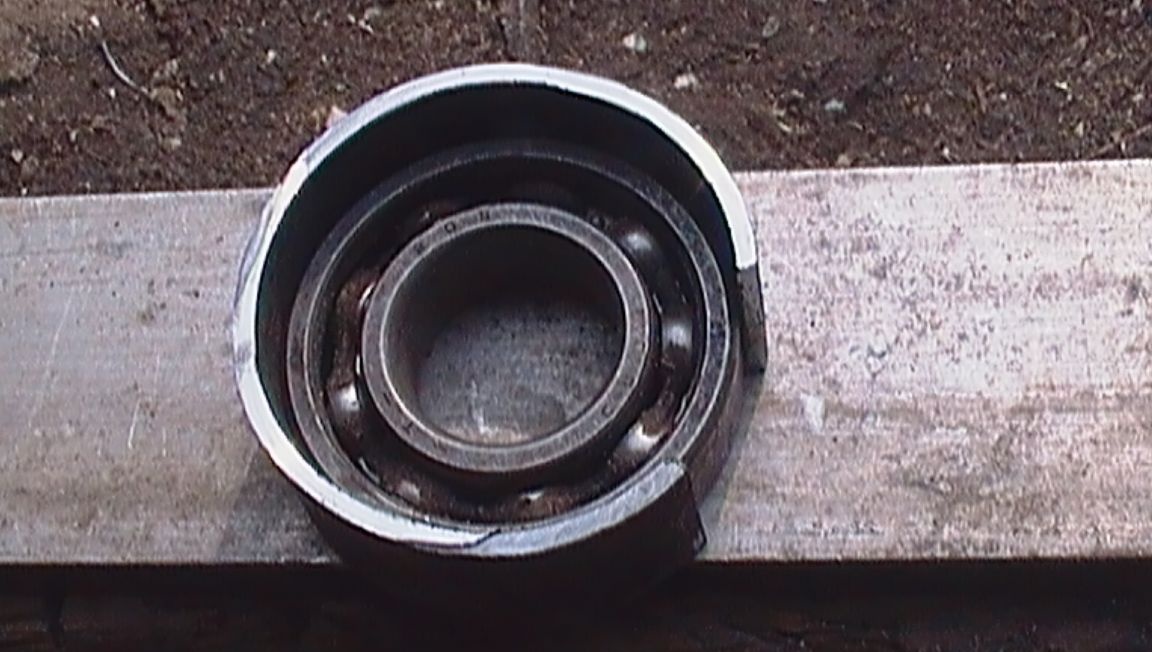
Bir bağlantı yaptı. Yatağı ara kovanına sıkıca tutturmak ve kafenin doğru yerleşimini sağlamak için bir kuplör (M6 dişli saplama) yapmak gerekiyordu.

Bir klipsin kaynağı, çekildi ve ikincisini kaynakladı. Ekseni ekledi.


Dikey ayar klipslerini 2 mm kalınlığında bir çelik sacdan sabitlemek için bir dikdörtgen kesin ve bir işaretleme yapın.

Delinmiş delikler: 10 mm, - fişin sabitlenmesi için bir cıvata; 2 delik 26 mm, - dikey direksiyon simidi ayarının ekseni. İşaretleme ve düzeltme işleminden sonra metalik dirsekler.


Manşona kaynaklı klips tutucu.

Yan duvarları kovana eğdi, kırptı ve kaynakladı.

Klipsi tutucuya yerleştirdim ve aksı yerleştirdikten sonra, kaynak ile tuttum

Tutucuda kesikler yapıldı. Bir gaz anahtarıyla eğildi ve kalan dikişleri kaynattı.

Direksiyon simidinin kollarını sabitlemek için 2 mm'lik 4 metal levha kestim. Bir işaret yaptı ve her plakada eksen için 25 mm'lik bir delik açtı. Direksiyon simidinin saplarına bir eksenli plakaları denedim.

İşaretlemeyi yaptıktan sonra 8 mm'lik bir delik açtım ve bir sapa vidaladım.

İkinci deliği açtıktan sonra, ikinci cıvatayı vidaladım. Kurulum yerinde denedim.

Benzer şekilde ikinci bir kalem yaptı.

Sertlik için 2 şeridi kesin ve yapıştırın. Kaynak yaparak kaynattıktan sonra.
Eksenin gerekli olanın ötesine geçmemesi için bir durdurma gerekliydi. Onun için, 8 mm genişliğinde bir şerit kesin. Eksen etrafında bükerek bir halka yaptım.

Halkayı eksene yerleştirin ve haşlayın.