


Su soğutması, göreceli karmaşıklığına ve daha az hareketliliğine rağmen, hava üflemesine kıyasla çeşitli avantajlara sahiptir. Kullanım için elektronik teknoloji, bu esas olarak daha büyük termal verimlilik, yokluk veya radikal olarak daha az gürültü (fanlar), ısı giderimi için ısı değiştiricilerin kompakt boyutu, cihazın dışında "geri dönen" ısı değiştiriciyi (oda, bina) uygun bir şekilde çıkarma kabiliyetidir.
Su soğutma bazı durumlarda yoğun ısı üreten ve soğutma gerektiren parçalara sahip sabit cihazlarda uygulanabilir. Elektronik teknolojisinde, vericilerin çıkış aşamaları, A sınıfında çalışan güçlü amplifikatörler (SP), güç elektroniği olabilir. Ortak bir görev, kişisel bir bilgisayarın sistem birimi için su soğutma kullanımıdır. İkincisi, cihaz fanlarından gelen gürültüyü, cihazın muhafazasına toz girmesini ve soğutma verimliliğini büyük ölçüde azaltmaya izin verir.
Satışta, sistem ünitesinin düzenli fanlarının teneke kutular, hortumlar, pompalar ve bu sistemlerin bileşenleri ile ayrı ayrı değiştirilmesine izin veren hazır tasarım setleri vardır. Burada, belki de en pahalı ve karmaşık elemanın - bir ısı eşanjörü - ısı giderimi için basit ve kullanışlı üretim teknolojisi verilmiştir. Teknoloji sayesinde ev Makineye erişmeden, verimli bir minyatür düz ısı eşanjörü yapın. Lehimleme hazırlığı ve lehimin kendisi çok basittir. Küçük parçaların ince montajı gerekli değildir. Isı eşanjörünün konfigürasyonu mevcut göreve kolayca uyarlanabilir. Malzemeler için gereksinimler de kolaylaştırılmıştır - büyük bakır alaşımlı külçe gerekmez; birkaç milimetre kalınlığında bir plaka yeterlidir.
Çalışmak için ne gerekiyordu.
Araçlar.
Bir dizi tezgah araçları, metal makas, demir testeresi. Aksesuarlı bir takı yapboz kullanışlı geldi, ancak alabilirsiniz. Markalama aleti, küçük mengene. Lehimleme için küçük bir gaz brülörü kullanıldı.
Malzemeler.
Demir - bakır kütük, pirinç. Uygun çaplı tüpler. Lehimleme için zımpara kağıdı, lehim, akı.
Burada, kişisel bir bilgisayarın (işlemci, ekran kartı) sistem birimi için bir dizi ısı eşanjörünün imalatı gösterilmektedir. Isı eşanjörlerinin boyutları, yeni tasarımda üfleme - kupa montajlı standart radyatörlerin bağlantı elemanları tarafından dikte edildi. Memelerin konfigürasyonu, hortumlara bağlanma kolaylığı ile belirlendi. Sirkülasyon pompasındaki bağlantı borularının çapına bağlı olarak, hortumların çapı 10 mm'dir.
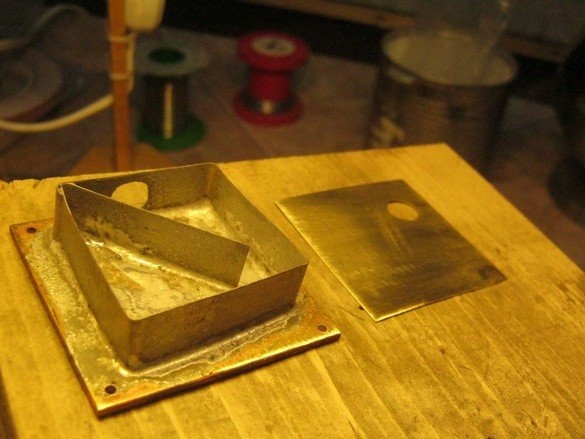
Isı değiştiricinin temeli olarak - çipe bitişik tabanlar, 2.5 mm kalınlığında pirinç bir plaka kullanıldı. İşaretlemeden sonra, demir testeresi kullanılarak iki dikdörtgen kütük kesildi. İş parçalarının uçları bir dosya ile hizalanır, keskin kenarlar donuktur. Birkaç küçük kaplama ile iş parçası düzlemleri işlenir. Minimum çiziklere sahip taraf harici olarak - CHIP'e atanır; alkollü keçeli kalemle işaretlemek daha iyidir.


Isı eşanjörlerinin diğer tüm parçalarının çok daha ince bir metalden yapılması neredeyse kabul edilebilir - neredeyse folyo. Lehimleme ile sert hacimsel montaj ile tasarım çok güçlü ve güvenilirdir. Burada 0,2 mm kalınlığında pirinç levha uygulanır. Bağlantı hortumlarının ve borularının çapına bağlı olarak, ısı eşanjörünün yüksekliği 10 mm kabul edildi İşlemci ısı eşanjöründe, kullanılan montaja bağlı olarak 11-12 mm'lik yükseklik kullanılmıştır. Video kartı CHIP ısı eşanjöründe, giriş borusu uygun şekilde düz bir uçta yapıldı. Banttaki delik bir pusula-balerin ile işaretlenmiş ve 6 numaralı bir yapboz dosyası ile kesilmiştir. Düz kapaklardaki nozullar için kalan delikler aynı şekilde yapılır.


Boruların kendileri eski tesisattan bir bakır krom boru parçalarından yapılmıştır.
Tam bir sıyırma işleminden sonra (lehimleme için), alçak yan duvarlar için pirinç şerit, borunun boru boşluğunda bir tür salyangozla katlanır. Daha sonra ısı eşanjörünün bir salyangozu oluşur, böylece başında ve sonunda borular için yeterli alan vardır ve duvarlar çok sıkı kapanmaz ve tabanın kenarlarının ötesine çıkmaz. Devir sayısı ile bir dereceye kadar soğutma suyuna (su) aktarılan ısı miktarını düzenlemek mümkündür. Genel olarak, sezgisel bir şekilde çalışırız - soğutma gerektiren alan büyüdükçe ve daha fazla ısıtıldığında, daha fazla dönüş gerekir.

Lehim yaparken, bakır boruyu brülörle lehimlemek için bir “sıhhi tesisat” akısı kullanıldı. Kurşunsuz kalay-bakır lehim için tasarlanmıştır, ancak çok kullanışlı olan sıradan kalay-kurşun lehim ile mükemmel çalışır - ikincisi yarı daha ucuzdur. Muhtemelen aynı “lehim asidi” (çinko klorür) olan sıvı inorganik akışları kullanabilirsiniz. Rosin ve buna dayalı flukslar açık alevle lehimleme için kullanılmamalıdır - arkadan ısıtılsa bile kolayca alevlenir, yakıldıktan sonra kurumlaşmayı zorlaştırırlar.

Akı uygulandıktan sonra, haddelenmiş bant tabana sıkıca bastırılmalıdır. Bunu yapmak için teknolojik bir plakaya ve bir çift metal mandal veya ağırlığa ihtiyacınız var. Konturun içine, küçük lehim parçalarını eşit olarak yerleştirin. Burada 2,5 mm kalınlığında tel şeklinde POS-60 kullandık. Kesicilerle 5 ... 7mm parçacıklar halinde kesti.

Lehim eriyene ve salyangoz çitimizin konturunu tamamen sıkana kadar ısınırız. Taban ve duvar arasında. Lehimin daha yüksek sıcaklıktaki bir yere aktığı unutulmamalıdır. Lehim belirli bir alana çekilmezse, ona dokunarak veya “harici” lehim dalıyla okşayarak yardımcı olabilirsiniz. İş parçasını çok uzun süre ısıtmamalısınız - akı yanar ve çalışmayı durdurur.Bu durumda, iş parçasını soğutmak, sökmek, temizlemek ve her şeyi tekrarlamak gerekir. Ancak yüzeylerin dikkatlice temizlenmesi ve bol miktarda akı ile her şey çok iyi çalışır.


Aynı kalın pirinç folyodan bir kapak kestim, işaretledim ve bir mücevher testere ile nozullar için iki delik açtım. Kapağın şekli tabanın şeklindedir. Daha estetik ve daha rahat kesilmiş görünüyor. Malzeme özellikle pahalı değilse (kalın folyo), bu formu tavsiye ederim. Bu arada, 0.2 mm folyo büyük kaba terzi makası ile oldukça başarılı bir şekilde kesildi, ancak metal için özel olanlar kesinlikle daha uygun.

Üst kapağın kapağını ürettikten sonra, dikkatlice temizleyin ve akı uygulayın. Kapak ve koklea üst kenarlarında. İçeride yine lehim parçalarını döşiyoruz, her şeyi bir araya getiriyoruz ve kapağı aşağı çeviriyoruz. Her halükarda, muhtemelen duvarlara veya tavana yapışan lehim parçaları (akı - kalın macun) alta (kapak) düşecek şekilde ısı eşanjörü grubunun boşluğunu sallayabilirsiniz. Yine brülörü ısıtıyoruz, gerekirse dışarıda bir lehim çubuğu kullanıyoruz. Soğumaya bırakın.


Isı eşanjörü kapağı ince bir zımpara kağıdı ile dikkatlice temizlendi ve bir çift hortum bağlantı parçası hazırladı. İş parçalarım krom tesisattan olduğundan, lehimleme için kenarları bakırdan şeritlemek daha iyidir. Kaplamaya lehimlemek daha kötü değildir, ancak böyle bir bağlantının gücü daha az olacaktır - ayrıca eski kaplamalar soyulma eğilimindedir.

Metal için bir demir testeresi ile gördüm, temizledim, üzerine bir fluks koydum ve her bir bağlantı parçasına bir lehim halkası sardım.

Brülörün küçük bir alevi ile dikkatli bir şekilde ısındığında, geri kalanın çözülmemesi için lehim erir, düzgün bir silindirle kayar. Armatürün kendisini ısıtmak ve lehimi erittikten sonra, biraz ve etrafındaki bir kapak daha iyidir.
Isı eşanjörü tamamen soğuduktan sonra, mevcut olan her şey akıdan ılık su ve sert bir fırça ile iyice yıkanmalıdır. İçerideki akı yıkanmalıdır - kapalı soğutma sistemini monte ettikten sonra, suyu her 2 günde bir 3-4 kez değiştirmelisiniz. Bu, bakır su kaynağı kurulması durumunda akı üreticisinin önerdiği şeydir.

Video kartının çipinin ısı eşanjörü, iç kokleanın daha küçük, basitleştirilmiş konfigürasyonu ve bağlantı parçalarının yeridir. Bir başka sabitleme yöntemi de dört adet standart yaylı vidadır. Genel olarak, teknoloji tamamen benzerdir.

bulgular
Uygulama güvenilirlik, kullanılabilirlik ve yeterli tasarım verimliliği göstermiştir. Üretim kolaylığı ile birlikte, teknoloji oldukça makul görünmektedir ve tekrar için önerilir.
Malzeme seçimi hakkında birkaç kelime söylenmelidir. İyi termal iletkenlik (tabanlar) gerektiğinden, bakır veya bakır alaşımlarının kullanılması daha iyidir, diğer şeylerin yanı sıra, lehimleme için akı seçimini basitleştirecektir. Tabii ki, bakır ile galvanik bir çift oluşturan metallerin tasarımından da dışlanmalıdır.
Babay Mazay, Ocak, 2019