

Masa üstü brülör, cam enstrüman yapımı veya komik figürler ve dekorların üretimi olsun, ana cam üfleme aracıdır. Brülör, camı yumuşatmak ve daha sonraki işlemler için uygun bir alev oluşturur. Bu durumda, torcun çeşitli sıcaklıklarını ve formlarını elde etmek gerekli hale gelir.
Şans eseri, küçük bir masa üstü cam üfleme meşale aldım, oldukça ince, düzensiz bir alev iğnesi oluşturdum. Benzin buharları üzerinde çalışırken bile (alev sıcaklığı bir gaz-hava alevinden daha yüksektir), brülör gücü ancak büyük iş parçaları ile çalışmak için yeterli değildi. Isı akısında bir miktar artış için, iki brülör derlendi - zıt yönde veya bunun gibi bir taşınabilir gaz ilave edildi.

Ortada yüksek sıcaklıkta bir iğne bulunan kabarık bir alev çıktı. İşler daha eğlenceli geçti, 10 mm'lik bir tüpü şişirmek mümkün oldu. Bir sonraki mantıksal adım, daha güçlü bir brülör yakan benzin buharının üretilmesiydi.
Doğaçlama malzemelerden yapılmış brülörün bir prototipi olacaktır - bunlar esas olarak sıhhi tesisat bileşenleridir. Parçalar metal torna olmadan işlendi. Brülör benzin buharları üzerinde çalışır ve gaz deşarj cihazları üreten bir cam üfleyici-gökbilimci olan cam üfleyici Yuri Nikolayevich Bondarenko [1] 'e dayanmaktadır. Bazı birimlerin çözümleri tasarımından ödünç alındı, aksi takdirde brülör kuyumcular ve diş hekimleri tarafından bilinen tasarımı tekrarlayacaktır.
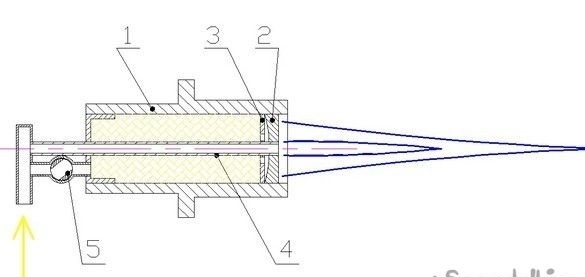
Tabanı, nozülün 4 içinden geçtiği içi boş silindirik bir gövdedir 1 Mantar musluğu 5, torcun şeklini ayarlamanıza izin verir - açtığınızda, yanıcı karışımın bir kısmı nozüle ek olarak gövdeye girer ve ızgara 2 tarafından meşale haline getirilir. ızgaranın (2) şekli ve ortaya çıkan lentiküler boşluk ile birleştiğinde, yanıcı karışımın akışını esas olarak brülörün ekseni boyunca yoğunlaştırır. Bu parçalar akıl hocasının yakıcısından ödünç alınır [1]. Meme tüpünde, küçük bir destekleme meşalesi oluşturmak için ızgaraya (çizimde gösterilmemiştir) ve tamamen kapalı bir musluk 5 ile küçük bir gaz sağlayan birkaç delik vardır.Ana torcun kırılmasına izin vermez - yüksek gaz akış hızlarında “iğne”. Bu delikler brülör ayarlanırken seçilir.
Araçlar, ekipman.
Yumuşak bir gaz lehiminin küçük bir gaz brülörüne ihtiyacı vardır. Tezgah araçlar kümesi. Elektrikli kalemtıraş. Bir ahşap torna ve bir delme makinesi kullanıldı. Mengene.
Malzemeler.
Demir parçalarına ek olarak, 6 mm çapında bir bakır boruya ihtiyaç duyuldu. Kalay-bakır lehim No. 3, ona akı. Bir semaver mantar musluk.
Brülör gövdesi için boşluk, iç çapı 30 mm olan bir sıhhi tesisat mağazasından takılan bir fabrika bronzuydu. Orada birkaç farklı parça da satın alındı, bazıları da daha sonra brülör elemanları için boşluklar olarak kullanıldı.

Bağlantı parçalarından biri, değişmeden bir muhafaza olarak kullanılır. Bağlantı dışa doğru açılmadı - büyük duvar kalınlığı ve gelgitler vücuda ek ısı dağılımı sağlar.
Sıhhi tesisat tapalarının boyutu, ipliğin minimum döndürülmesiyle, ortaya çıkan parça bağlantı parçasının iç kanalına sığacak şekilde seçilmiştir. Bir torna tezgahına odun öğütürüm, bunun için bir iş parçası diktiğim basit bir çırpıda döndüm.

İniş yoğunluğu daha fazla izin verdi, parçayı düzeltmenin bir yolu yok. Anahtar teslimi altıgen köşelere güçlü bir şekilde girerek, daha önce bir öğütücü üzerine öğütülür. Cirolar - yaklaşık 1000 rpm, ilk önce küçük bir “öğütücü” ile kaba tornalama - parça döner, öğütücü çalışır. Dosyayı bitirdikten sonra ve orta cilt ahşap bir blok üzerine tutturuldu. İş parçasının son sabitlenmesi, “iş yerine” rahatça ve sıklıkla denemeyi mümkün kıldı - ortaya çıkan parça gövdeye çok az çaba sarf ederek sıkıca giriyor.

Karmaşık ve önemli ayrıntıya - ızgaraya ilerliyoruz. İlk olarak, birkaç teorik husus.
Izgara, yanıcı gaz karışımının dağıtılmasına ek olarak, güvenlikten de sorumludur - alevin içeriye girmesine izin vermeyecek ve bir “arka saldırıdan” kaçınacaktır. Yakıt karışımımız hazırlandığı için bu doğrudur balon "ampul" ve her zamanki gibi değil - brülörün yerine. Pyrex gibi refrakter cam da dahil olmak üzere cam ile tam teşekküllü çalışma için bu tip brülörde, elektrolizörden patlayıcı gaz eklenmesi gereklidir.
İçeriden, ızgaradan geçen alev, o kadar çok soğur ki söner. Bir kavram var - nihai delik. Bu, alev tutucu işlevi gerçekleştirebilen “derin” deliklerin maksimum çapıdır ve farklı gazlar için farklıdır. Örneğin, alev yayılma hızı küçük olan havadaki benzin buharları için sınırlama deliği ~ 0.9 ... 1 mm'dir, ancak alev veya yayılma hızını önemli ölçüde artıran sisteme oksijen veya patlayıcı gaz girdiği anda, koruyucu “ağ” daki deliklerin önemli ölçüde yapılması gerekecektir. az. Deliklerin maksimum çapı, örneğin temiz patlayıcı gaz için, ~ 0.3 mm, bu da imalat ve operasyonda bazı zorlukları temsil eder.
Bir tür uzlaşma olarak Yuri Nikolayevich, 0,8 mm ızgarada delikler kullanmayı önerirken, atölyede gerekli güvenlik önlemi, elektrolizörün “ampulü” ve “yıkanması” için oldukça sağlam bir tasarım olacaktır, böylece olası bir patlamadan zarar görmeden hayatta kalabilirler. Benzinli karbüratör, elektrolizörü karbondioksitli yangın söndürücülerden yıkayarak bir propan silindirinden yapılır. Ekipmanın normal çalışması sırasında hiçbir sıçrama meydana gelmez. Normal çalışma koşullarının ihlali durumunda, kazaya yol açmayan bir alkış meydana gelir.
Kafes deliklerinin "uzunluğu" kalınlığını verir. Lentiküler şekli göz önüne alındığında, ağın kalınlığı ince kısımda 3 ... 4 mm ve kenarlarda 6 ... 7 mm olmalıdır. Bu kalınlıkta bitmiş bir plaka yoktu; bir bağışçı aramak zorunda kaldım. Banyo için oldukça büyük, modası geçmiş bir musluk olduğu ortaya çıktı. Duvardan nispeten eşit bir duvar parçası kesildi, buradan ızgara için bir boşluk kesmek mümkün oldu.



İş parçası, kaba tornalamadan sonra, boyut ve şekli ayarlamak için iş parçasının üç çeneli aynaya sabitlenebildiği M5 vidası üzerine monte edildi (lehimlendi).

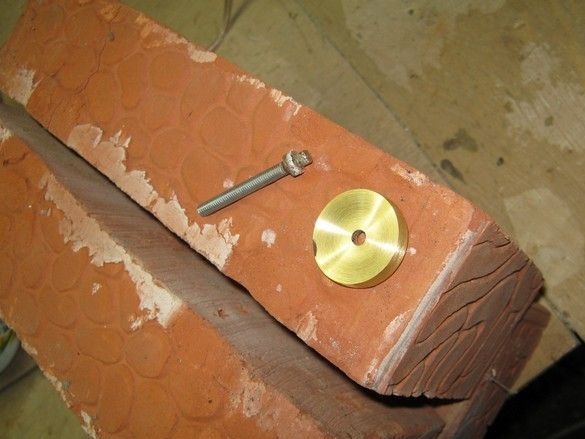
Delme makinesi, kullanım kolaylığı için yanına koyuldu. İş parçasındaki içbükey yüzey kabaca işlendi - küçük bir “öğütücü”, diskin bir “kalıntısı” (daha az yarıçap), daha sonra bir öğütme kumu ile getirildi. Vida lehimlenir, böylece çıkıntı yapan kafa iş parçası ile birlikte taşlanır. Daha sonra, iş parçasının dış çapı istenen seviyeye getirildi. Döndükten sonra, sapı iş parçasından erittim - M5 vidasının geri kalanı. Kalan delik istenen 6 mm'ye kadar delinmiştir.
Bir sonraki sorumlu ve oldukça kasvetli aşama, gelecekteki deliklerin merkezlerini eğmek ve onları delmektir. Doğru sayıda delik ve çapları ile görev kolay değildir. Amatör radyo deneyimi büyük ölçüde yardımcı oldu - kurşunsuz (SMD) bileşenlerin icadından önce, baskılı devre kartlarının iş parçalarına çok sayıda delik açmak ve delmek yaygın bir uygulamadır.
Deliklerin çapı zaten tartışılmıştır, sayıları hakkında söylenmelidir - toplam alanları ızgara alanının en az% 20'si olmalıdır.
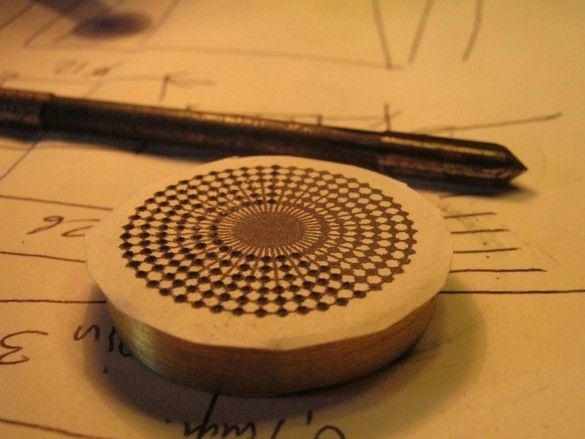
AutoCAD'de delikler çizmek uygundur, diğer şeylerin yanı sıra, bu program bir çizimi tam olarak 1: 1 ölçekte yazdırmanıza izin verir. Baskıdan sonra, elde edilen şablon, merkezi deliğe odaklanarak, tutkal kalemle düz bir ızgara yüzeyine yapıştırıldı, bunu ışıkta yapmak uygundur.
Vidalama için özel bir minyatür çekirdek kullandım. İyi bir parlak ışığa dikkat etmelisiniz, bu çalışma için büyüteçli özel bir vizör uygundur. İş hızlı değil ve rahat bir yer düzenlemek önemlidir - bazı serbest yüzey, oturma pozisyonunda "operatör". Bu tür işlemleri birden fazla yaklaşımla yapmanızı öneririm. Delme işleminden sonra, şablon sıyrılır, kalıntılar ılık su ile yıkanır.


Bu tür delme için - kalın metal, ince matkaplar, gerekli doğruluk, çeşitli el cihazları tamamen uygulanamaz. Daha sabit bir şey kullanmalısın. Bu durumda, 0.8mm'lik matkapımı kelepçelemek için minyatür bir ayna kullanıldı; ayna sapı, bir tezgah matkabı üzerinde büyük bir üç çeneli aynaya kenetlendi. Bu kombinasyon, ince bir matkapla güvenle delmemize izin verdi; Sadece bir tane kırdım, hatta en sonunda.
Bir radyo mağazasında satın alınan ucuz matkaplar olduğu ortaya çıktı ve kalitesizdi, bir matkap fikrinden bir tür basitleştirme. Üzerinde talaş boşaltımı için oluklar çok sığdı. Folyo fiberglasın delinmesi için özel olarak yapıldığından şüphe duyulmaktadır ve normal "makine yapımı" matkapların kullanılması daha iyidir.
Yuri Nikolayevich, derin delme sırasında sıkışan matkap örnekleri olduğunu söylüyor, bu yüzden bunları bir marjla satın almalı ve daha sonra kama seçmemelisiniz. Bunun konikliklerinden kaynaklandığı varsayımı vardır. Matkabı yağ veya alkolle yağlarken delme biraz daha kolaydır, ancak sürekli olarak alkol ilave edilmelidir.
Böyle bir minyatür matkabın doğru şekilde keskinleştirilmesi zor bir iştir ve beceri yokluğunda yeni matkaplar kullanmak daha iyidir, aksi takdirde delme sırasında önemli bir "çekme" kaçınılmazdır. Ancak, makinede dikkatli bir şekilde delme ile gerekli tüm delikler bir bilemeden bir matkapla delinebilir.


Delme işleminden sonra, ortaya çıkan tüm küçük çapaklar zımparalanmalıdır. Bu en uygun şekilde dönen bir parça üzerinde yapılır. Izgarayı bir ahşap tornaya monte etmek için en basit ekipman işlenmiştir. Ağ girintiye tam olarak oturur.
Prototip brülörün imalatında, sadece benzin buharlarında çalışması gerekiyordu, bu nedenle deliklerin bazıları daha büyük yapıldı - 1mm.
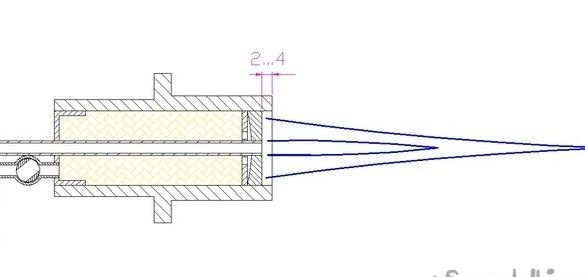
Izgara vücuda 2 ... 4mm girintilidir. Yuri Nikolaevich, bu boyutun dikkatlice seçilmesini tavsiye ediyor - aşırı varsa, brülör gövdesi çok ısınacaktır, yetersizse, bazı modlardaki meşale bozulmaya eğilimlidir.
"Düşük sıcaklık" durumumda - sadece benzin buharları, patlayıcı gaz olmadan ve çok büyük bir kasa ile beslerken, ayarlama yapmadan maksimum derinliği ayarladım. Sonra, ağı lehimlemek güzel olurdu. Bu “sert” lehim ile yapılmalıdır. Bakır fosfor uygundur, ancak bu durumda PSR-45 gibi gümüş lehim daha iyidir, daha az yanar. Örgüyü masif çantama tamamen lehimleyemedim, lehim ile lehimleyemedim - bir reflektör, büyük bir lehim lâmbasıyla ısıttığımda bile yeterli sıcaklık yoktu. Ancak, ızgara vücuda iyi bir uyumla girdi, bu yüzden olduğu gibi bıraktım.


Meme - tam bir sadeleştirme. İç çapı 4 mm olan bakır borudan yapılmıştır. Yalnızca deneme seçeneği olarak kullanın. [1] - “Nozul yanıcı karışımın dar bir laminer akışını ve en azından düşük alevle keskin bir meşale vermelidir. Laminarlığı, 2.5 mm'ye kadar bir delik çapı, 35 mm'den fazla bir uzunluk, cilalı bir iç yüzey ve girişte sakin bir akış ile sağlanabilir. Laminar alev daha az gürültü çıkarır ve ısıtma bölgesini azaltmanıza izin verir, bu nedenle laminar bir meşale almaya çalışmalısınız. (Profesyonel cam üfleyiciler bu konuda farklı görüşlere sahip olabilirler). Meme açıklığı en iyi koniktir - bu, akışa daha az direnç sağlayacaktır. Yaklaşık on milimetre uzunluğa sahip uç kısım silindirik yapılmalıdır. "


Bükmeden önce meme borusu tavlanmış ve kuru kum ile doldurulmuştur. Brülörün iç boşluğu, özel bir fanatizm olmadan bakır bir “çamurluk” ile gevşek bir şekilde doldurulmuştur - bu, alevin “atılımına” ve gaz akışını sakinleştirmeye karşı ek korumadır. Dolgu ayrıca diyaframı içeriden ızgaraya bastırır.
Tüm lehimleme “arka”, erime noktası yaklaşık 200 ° C olan kalay-bakır lehim ile yapılır. Brülör gövdesi önemli ölçüde ısınır, kuyruk kısmı 60 ° C'den yüksek değildir - elle kolayca yakalayabilir ve uzun süreli kullanımdan sonra bile ünite çökmez.

Diyaframın kendisi düz 3mm pirinç bir plakadan yapılmıştır. Daha belirgin bir etki için, “lens” diyaframın da içbükey olması gereken bikonveks yapılmalıdır. Bunu yapmak için bükülebilir Punzel ve Ankiveya bir ızgaraya benzer daha kalın bir iş parçasından taşlayın.
Deneme ateşlemelerinden sonra, meşalenin kısa olduğu görülüyordu, olası bir sebep olarak, kasaya gaz sağlayan tüplerin ince bölümleri görüldü. Brülör modernize edilmiştir - mantar musluk kanalları 7 mm çapa kadar delinmiştir, ortak besleme borusu değiştirilmiştir.

Biraz daha iyi oldu. Aynı zamanda destekleyici bir meşale kurdum. Yuri Nikolayevich, memenin etrafında gelişmiş bir karışım akışı olması için, merkez memenin içinden geçtiği delikte beş ila yedi ışınlı bir yıldız işareti içeren üçgen bir oluk dosyası oluşturmayı önerir. "İğnenin" stabilitesini artıracak ve türbülans modunda durmayı azaltacaktır.
Destek alevi için yanıcı karışım miktarı, mahfazanın içindeki nozuldaki delikler tarafından ayarlanır. Sayıları ve boyutları özelleştirilebilir.


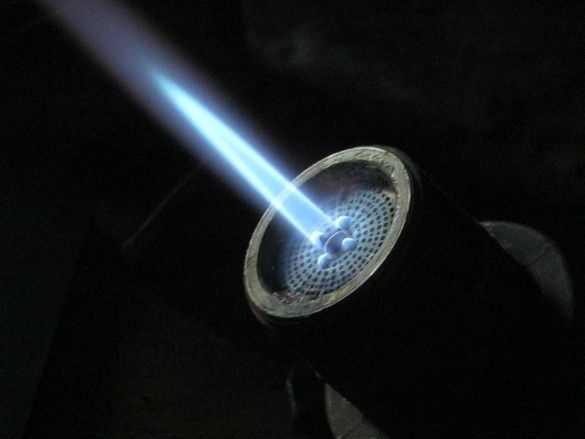
Meşalenin birkaç fotoğrafı, brülördeki musluğun farklı pozisyonlarıyla elde edildi - tabiri caizse, “iğne”, “yumuşak” alev ve aradaki bir şey.



Deneysel brülör için bir “bacak” yapılmadı; operasyon sırasında, kasasını küçük bir masa mengenesine kenetledi.
Ortaya çıkan meşale, bir gaz kız kardeşinin eklenmesiyle bile ilk küçük brülörden çok daha büyüktür. Cam çok daha hızlı ısınır ve daha geniş bir alan "akar", eriyebilir "neon" camdan 18mm'lik bir tüp şişirmek mümkün oldu. Daha önce başaramayan operasyonlar ortaya çıkıyor - kenarları döndürmek, kalın bir cam tabakasını bir tungsten iğnesi ile delmek.Aynı zamanda, torcun sıcaklığını daha da artırma ihtiyacı hissedilir. Çok fazla seçenek yok - oksijen veya patlayıcı gaz ilavesi.
Böcek üzerinde çalışın. Daha fazla iyileştirme yolları.
Bununla birlikte, bu tür işler metal bir torna tezgahı kullanılarak yapılmalıdır, parçalar ve tüm yapı daha doğru ve doğru olacaktır, bu da onları daha az acı verici hale getirecektir. Muhafaza ve nozülün çapı çok büyüktür, daha uzun bir yumuşak alev torcu elde etmesine izin vermeyen şey budur - geniş bir kasaya (nozul) düştüğünde gaz hızı önemli ölçüde düşer. [1] 'de brülörün büyüklüğüne yaklaşmaya değer. Pirinç boşluktan bir nozul, bir gövde, bir ağ ve bir diyafram yapmak güzel olurdu ve herhangi bir şeyden değil - tasarım montaj ve ayarlamada daha uygun hale getirilebilir. Tüzüğe göre bir meme yapmak güzel olurdu - kesik, konik cilalı bir delik (yukarıya bakın veya [1]). Oksijen veya "çıngıraklı yılan" hakkında zaten söyledi.



Literatür.
1. Bondarenko Yu.N. Laboratuar teknolojisi. Gaz deşarj ışık kaynakları üretimi
laboratuvar amaçlı ve çok daha fazlası için.