


Bir süre önce, cihazınız için bir baskılı devre kartının kablolanması ve üretimi neredeyse tüm radyo amatörlerinin zorunlu bir becerisiydi. Bir yandan gidecek hiçbir yer yok - kimse sizin için yapmayacak ve diğer yandan süreç, gereksiz olmayacak adil bir bilgi ve pratik beceri içeriyor. Ve bu baskılı devre kartlarının nasıl çizildiğini hatırlayın ... Aydınger kağıdında, teknik alan üniversitelerinde birden fazla nesil öğrenciyi rahatsız eden mürekkep çiziminin olduğu yerler.
Gerçekten de, baskılı bir devre kartı üretmek için çeşitli yöntemler vardır, eğer folyo lamine plastik üzerinde korumasız bakır bölümlerinin kimyasal çözünmesi hakkında konuşursak, o zaman tarihsel olarak ilk elle çizim yöntemiydi - kaba bir çizim kalemi, genellikle özel bir cam. Ayrıca, tükenmez kalemden kalın duvarlı değiştirilebilir bir ampulden veya daha iyi, tıbbi şırınga iğnelerinden metal olanlardan çekilen plastik kılcal damarlar kullandılar. Mürekkep çizimine benzer şekilde, hatta izler çizmemeniz için, hatta izler, bacaklı özel cetveller veya yükseltilmiş bir kenar çizmenize izin veren bir dizi özel teknik vardı. İğnede kurutulmaması ve bulaşmaması için, çizilmesi kolay kompozisyonlar için el tariflerinde dolaştı.
Kişisel bilgisayarlar egzotik olmayı bıraktığında, oyunlarla birlikte, çok sayıda kullanışlı, oldukça karmaşık programların olduğu ortaya çıktı - "CAD" (bilgisayar destekli tasarım sistemleri), aralarında özellikle amatör radyo işlerimize yönelik olanlar da vardı. e bir bütün olarak endüstri. En başta, “286'lar” ve “386'lar” sırasında, “kurbağa A kurbağa B'den daha ileri atlar”, yine de, tahtaları “izleme” işini önemli ölçüde basitleştirmeyi mümkün kılan basit programlar olduğunu hatırlıyorum. onlardan önce grafik kağıdına ya da sadece bir kutudaki kağıda boyadılar.Dahası, bitmiş çizimi 1: 1'lik bir ölçekte yazdırmak mümkün (bir karbon-matris matris yazıcıda her zaman yeterli kartuş yoktu) ve yapışkan bant ile folyo fiberglas boşluğuna sabitleyin, çıktıdaki gelecekteki deliklerin merkezlerini renklendirin ve sonuç olarak tahtadaki delikler daha eşitti ve daha doğrusu, mikro devreler için çok önemliydi. Aynı şekilde, yollar elle, hepsi de bir rota işaretçisi ile çizildi.
Biraz sonra nokta vuruşlu yazıcılar unutulmaya başlandı ve yerini lazer ve mürekkep püskürtmeli yazıcılar aldı. Basılı devre kartlarını bir bilgisayara çizmenin başlangıcından itibaren, amatör insanlara şu soruyla işkence yapıldığı - bu güzelliği ekrandan nasıl bu şekilde aktaracağım, aksi takdirde acı verici bir şekilde "orada" ve beceriksiz "burada", yapılması gerekiyordu. Lazer yazıcılar, “düşman teknolojinin mucizesi” göründüğünde, göreceli olarak, sadece dekanlarda değil, aynı zamanda departmanlarda ve insanlarda ne olduğunu anladığında, teknoloji “LUT” olarak bilinen bir eriyik tonerin (lazer ütüleme) (lazer ütüleme) transferi ile doğdu. ). Yakında özel kimyasallar kendilerini kaldırdı.
İkincisi, evde, sanayiye benzer bir süreç çok basit bir araç düzenlemenize ve son ürünlerin çok iyi kalitesini elde etmenize izin verir. Evet, fotoğraf maskeleri yazdırmak için bir aygıt olarak, buna izin verilir ve hatta daha fazlası, doğrudan bir mürekkep püskürtmeli yazıcı olması önerilir - lazer yazıcıdan farklı olarak, yazdırma sırasında kağıt ve filmi ısıtmaz ve çıktı belirtilen boyutlarla tam olarak eşleşir. Fotoğraf maskesi daha “yoğun” çıkıyor - yani, siyah, ışıkta, gri değil, siyah.
Bu nedenle, tüm süreci ayrıntılı olarak ele alacağız.
Onun için ne gerekiyordu.
Araçlar.
Bir yazıcıya, küçük bir tezgah aracına, geliştirme ve dağlama için uygun boyutta kaplara sahip bir bilgisayara erişim gerektirir. Kesinlikle bir UV lambasına ihtiyacınız olacak. Yumuşak fırça.
Malzemeler.
Erişim sağladığınız yazıcı tipine baskı için şeffaf film, vernik-fotorezist, geliştirme kimyasalları (NaOH, "Mole"), dağlama için (isteğe bağlı olarak ferrik klorür, tuzlu bakır sülfat, hidrojen peroksitli sitrik asit) , aslında, iş parçasının kendisi.

Bir aerosol paketinde böyle bir fotorezist vernik var. “Pozitif”, bir fotoğraf maskesini yazdırırken görüntüyü negatife çevirmek gerekmediği anlamına gelir - şablondaki siyah olan her şey gravür çözeltisinden verniklenecek ve boşlukta çıkıntılar şeklinde kalacaktır.
Yaptığımız ilk şey iş parçasını kesmek. Bu bir demir parçasıysa, o zaman her şey açıktır, bir folyo tabakası ile lamine edilmiş plastik ise, işlemi büyük ölçüde kolaylaştırmayı mümkün kılan basit bir araca dikkat etmelisiniz.

Kesici kırık bir demir testeresi bıçağından yapılır, diş bir “öğütücü” ile kesilir, bir sap gereklidir, ancak estetiklemeye değmez - alet çok dayanıklı değildir, “pençe” düzenli olarak güncellenmelidir - fiberglas aşındırıcı bir malzemedir.
Boşluk bir “ödenek” ile kesilmelidir - her iki tarafta on milimetre kaliteli bir baskı için uygun olmadığı ortaya çıkar.
İş parçasını kestikten sonra, öğütme yönleri arasında dönüşümlü olarak birkaç kez ince zımpara kağıdı ile zımparalanır. İş parçasının yüzeyi düz, mat olmalıdır. Hazırlanan yüzeye ellerinizle dokunamazsınız - yağlı lekeler verniğin sıkıca yapışmasına izin vermez. Taşlamadan önce bile, sol elinize temiz bir eldiven koymak ve iş parçasını sadece ona tutmak daha iyidir.
Öğütüldükten sonra hazırlanan yüzeye vernik uygulanır. İnce tabaka (yaygın bir hata daha fazla yağ dökmek, tabaka biraz görünür ve sadece olmalıdır). İş parçasını fazla sıvı vernik akacak şekilde eğmek daha iyidir. Havalandırılan bir yerde veya sokakta ve loş ışıkta, hemen yanmayacak şekilde açıktır. Fazlalık boşaltıldıktan sonra, iş parçası önceden hazırlanmış opak kurutma kutusuna yatay olarak döşenir.
Kurutma. İki seçenek vardır - “doğal” - en az bir gün, oda sıcaklığında ve “zorla” - 75 derece santigrat derecedeki bir fırında, çeyrek saat.Bu durumda, kurutma kabininde bir PID kontrol cihazı bulunmalıdır, aksi takdirde önemli bir sıcaklık “tükenmesi” önlenemez ve iş parçası büyük olasılıkla hasar görür. Fabrika koşullarında, oda sıcaklığında kurutmayı sevmezler - uzun süre yapışkan yüzeyde toz parçacıklarını yakalama riski yüksektir. Acelemiz yok, sanki hiçbir yer yokmuş gibi.
İş parçası kururken bir fotoğraf şablonu yazdırın. Yazıcı tipimize baskı için tasarlanmış şeffaf bir film üzerinde. Çizimin geliştirildiği programdan. Baskı kalitesi maksimuma ayarlanmalıdır. Prensip olarak, bir geçiş yeterlidir, ancak bitmiş ürünün geniş alanında küçük “yaralar” görülebilir. Bunları en aza indirmek için, pozlama aralığını olabildiğince küçük almalı ve tercihen bir kronometre ile çok doğru saymalısınız.
Yazıcımızın mekanizması sayfaları tam olarak aynı şekilde yutarsa, daha fazla özgürlük sağlayan daha yoğun bir fotoğraf maskesi tek bir yerde çift olarak basılabilir. Değilse, iki kopya yapmak ve bunları yapışkan bant parçalarıyla üst üste koymak daha iyidir. Şuna bir bak.
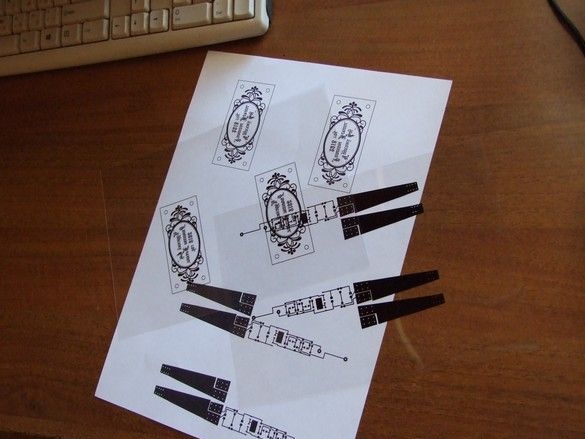
İki özdeş fotoğraf maskesi yazdırılır. Ayna. Hem. Bunları mürekkep tarafı ile iş parçasına bağlamak için - gelecekteki baskının çözünürlüğünü olumlu etkileyen bir önlem.
Basılı desenler makasla kesilir ve kopyalardan biri, ikincisinden biraz daha az yapmak daha iyidir - bantla düzeltmek daha uygun olacaktır. Birkaç santimetre uzunluğunda dört adet dar bant önceden kesilir ve masaüstünün kenarına yapıştırılır.

Büyük kenar boşlukları olan bir şablon, kağıda mürekkep katmanı olan bir beyaz kağıda yerleştirilir. Daha küçük alanlara sahip bir şablon üst tarafa yerleştirilir ve kaydırılır, çizimi hassas bir şekilde birleştiririz. Beyaz bir arka plan üzerinde bir kağıt, bunu yapmak çok uygundur. Üst şablonu bir elinizle tutarak, kenarlarını hazırlanan yapışkan bant parçalarıyla sabitliyoruz. Sipariş.

Tek katmanlı bir fotoğraf maskesi ile, pencerenin dışındaki karın arka planına karşı, biraz parladığı görülebilir.
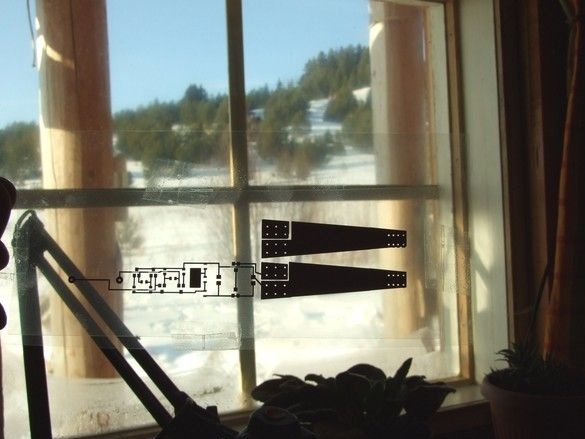
İki katmanla, aynı karın arka planına karşı siyah renk siyah kalır.
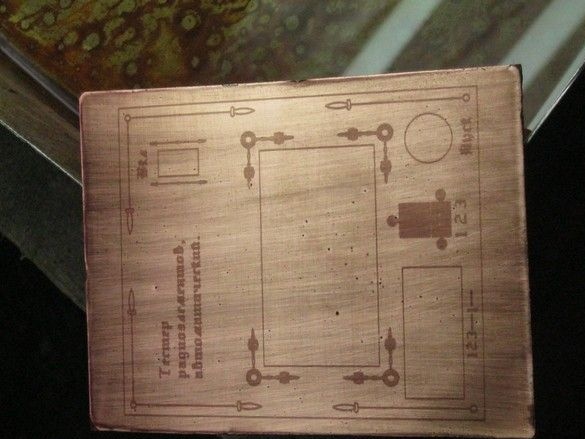
İş parçasını kurutduktan sonra, zayıf ışıkta çıkarın, inceleyin. Yüzey şeffaf, parlak, vernikli, hafif mor olmalıdır. Büyük olasılıkla, kenarlarda küçük lekeler oluştu, ancak buna bir izin vardı. Filmin en küçük donukluğu, kaplamanın daha sonraki evrimler için uygun olmadığını gösterir. Pişman olmadan böyle bir asetonu durulayabilirsiniz, sadece zaman kazanılır.
Poz. Vernikimiz ultraviyole ışığa (UV) duyarlıdır. UV ışığının en uygun kaynağı belki de enerji tasarruflu bir lambadır. Uygun bir tabana sahip herhangi bir masa lambasına vidalamak yeterlidir ve "radyatör" hazırdır.

Böyle bir lamba, 200 mm uzunluğa kadar iş parçalarını açığa çıkarmayı başarır. Bir oturuşta, daha uzun bir ışık yakmak için pişirirseniz, askeri bir numara kullanabilirsiniz - parçaları açığa çıkarın, bitmiş olanı opak bir plaka ile kapatın.
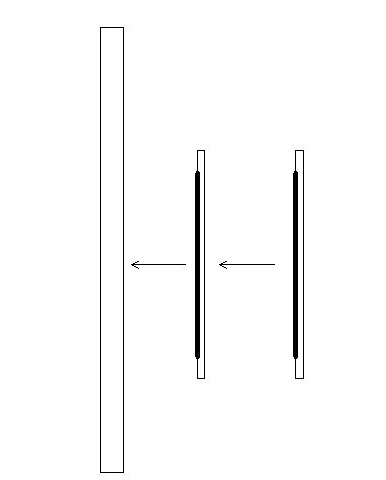
Poz. Boşluk düz bir yüzeye yerleştirilir, üstüne fotoğraf maskesinin karşılık gelen tarafı ve tüm bunlar camla bastırılır. İki özdeş bardağı kesmek ve aralarına bir fotoğraf şablonu içeren bir boşluk koymak uygundur. Gözlüklerin kenarları geçici olarak ofis klipsleri ile sabitlenebilir.

Ancak en iyi sonuçlar elastik şeffaf bir "yastık" ile elde edilir. Çoğu durumda, küçük iş parçalarında, fermuarlı kapalı bir çanta kullanmak uygundur.
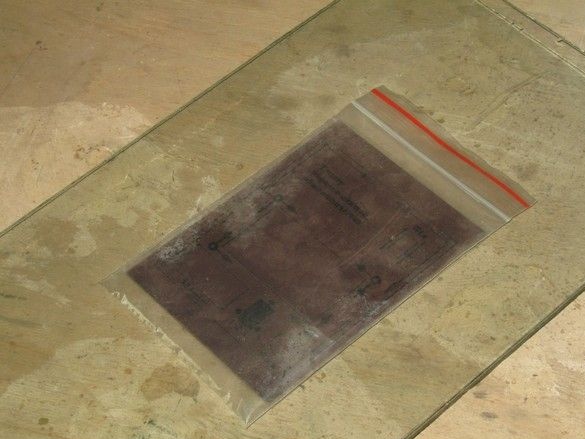
Biraz şişirip bağlantı elemanını kapatıyoruz. Yani, bir tür "yatak" almak için. Üst cam ve fotoğraf maskesi arasına yerleştirilir. Uygulamasının özü, iş parçasına fotomaskinin düzgün ve sıkı bir klipsidir. Hala vakumla presleme yöntemi var, ama çok daha kolay. Toka ile torbanın boyutu yeterli olmadığında, böyle bir yatağı normal bir torbadan veya sadece polietilenden lehimleyebilirsiniz.

Kaynak yapılacak yere bir şerit kağıt yerleştirilir ve üzerine ısıtılmış bir havya ucu gerilir. Hız ve sıcaklık önceden seçilmelidir. Bir havya ortalama ~ 40 watt, güç ve sıcaklık kontrol ucu arzu edilir.

Pozlama süresi önceden basit bir deneyle seçilmelidir - boşluğa bir fotoğraf verniği uygulanır ve bir şablon basılır - 10 dakika, 9 dakika, 8 dakika, 7 dakika ... Daha sonra, UV lambasının altına, “10 dakika” dışındaki her şeyin kaplandığı böyle bir “geçici” fotoğraf maskesine sahip bir boşluk yerleştirilir, diyelim ki - bir parça teneke. Bir dakika sonra, plakayı kaydırarak “9dk” yazıtını ortaya koyarız, daha sonra bir dakika sonra onlara “8dk” ekleriz vb. Daha sonra, geliştirdikten sonra, sonucu inceler ve çalışma kitabına ve bir UV lambalı kutuya yazarız, en net baskıların alındığı zaman dilimi.

Maruz kalma koşullarının tamamen tekrarlanması gerektiği unutulmamalıdır - aynı lamba, iş parçasına aynı mesafe, aynı cam. Bir başka önemli nokta - tüm floresan (enerji tasarruflu) lambalar gibi, UV'miz sorunsuz bir şekilde çalışma moduna girer. Yani, lambayı açmanız, birkaç dakika beklemeniz ve ardından altında bir fotoğraf şablonuyla boş bir şey yapmanız gerekir. Kesinlikle üzücü - fotoğraf baskısı için bir zaman anahtarı kullanmak cazip olurdu, ama orada akkor lambalar kullanıldı.
Maruz kaldıktan sonra, iş parçasını 5 ... 10 dakika boyunca tekrar ışık geçirmeyen bir kutuya koyduk. Bu önemlidir.
Karanlıkta maruz kaldıktan sonra - gelişme.
Alkali - NaOH tarafından gerçekleştirilen verniğimin gelişimi, radyo mağazalarındaki kuru mağazalarda satılmaktadır. Suda çözünür. Bu alkaliyi içeren “MOLE” gibi bir boru temizleyicisi çözeltisi kullanmak mümkündür ve daha da iyidir. Birincisi, ucuz ve uygun fiyatlı ve ikincisi, böyle bir temizleme çözeltisinin etkisi çok daha hafiftir. Doğru, “MOLE” nin tüm varyantları bu alkaliyi içermez. Konsantrasyon - 1 litre su başına 60 ml. Bir şal veya bir parça demir parçamız, bir alkali çözeltisi ile uygun bir oluğa batırılır ve birkaç dakika bekledikten sonra, parçanın yüzeyini çok yumuşak bir fırça ile hafifçe havalandırırız. Maskenin şeffaf alanlarının altındaki vernik alanları çözünmeye başlamalıdır. Sonunda, oldukça iyi işaretlenmiş, net bir baskı olacak.
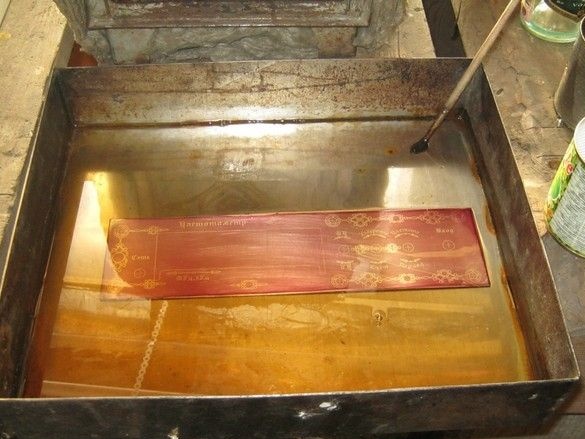
İş parçasını derhal temiz suda yıkar ve dekapaj çözeltisine yerleştiririz.
Bakır ve alaşımlarını aşındırmak için çeşitli tarifler vardır. Son zamanlarda, hidrojen peroksit ve sitrik asit içeren bir tarif popülerlik kazanıyor gibi görünüyor. Bayanlar, böyle bir çözüm - evde bir şey lekelemek ve her zamanki bakkal ve eczaneden malzemeler satın almamak için. Bunun üzerinde avantajları tükenmiştir. Bileşenlerin maliyeti, gerekli hacim açısından, ferrik klorürden daha ucuz değildir. Sonuncusu bir ders kitabı tarifi. Özellikle ısıtıldığında hızlı bir şekilde çalışır, şimdi oldukça uygun. Dikkatli çalışmak gerekir - kumaş ve eller çok renklidir. Ve son olarak, en ucuz tarif iki kısım sofra tuzu, bir kısım bakır sülfattır. İkincisi, bahçe önyargısına sahip donanım mağazalarında satılmaktadır. İyi ısıtma ile ferrik klorürden daha kötü çalışmaz. Gerçek bakır bileşikleri zehirlidir - “hardal-sarin-soman” kursu değil, yalıtım gaz maskesine gerek yoktur, ancak işten sonra ellerinizi yıkamak zarar vermez.
Böylece, kimyasallar ve mutfak eşyaları önceden seçilir, çözelti hazırlanır. Geliştirilen boşluğu içine yerleştiriyoruz. Evet, eğer bir demir parçasıysa, arka taraf çözelti tarafından aşındırılmamalı ve çözeltinin kendisi gereksiz harcamalardan korunmalıdır - yüzeyi aşındırma çözeltisinin erişiminden, örneğin nitro vernikten koruyun. Vernik fotoğrafını kaplamadan önce bunu yapmak uygundur. Yani, demir parçamızın kütüğünün ters tarafı, uçları kaplamayı unutmadan, nitro vernik ile kaplıdır. Birkaç kat halinde, fayda çabuk kurur. Tamamen kuruduktan sonra, çalışma yüzeyini ince bir zımpara kağıdı ile temizler ve bir sprey kutusundan hassas cila uygularız.
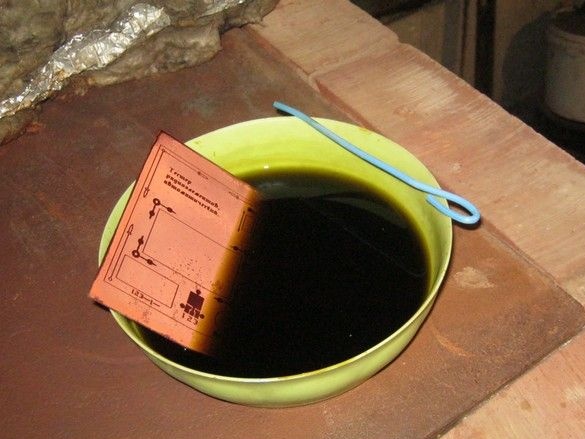
Aşındırma sırasında, iş parçasının yüzeyinde taze çözeltiye iyi erişimi önleyen bir reaksiyon ürünleri tabakası oluşur ve reaksiyon yavaşlar. İşlem ürünleri yıkarken çok daha hızlı gidecektir, kanıtlanmış birkaç yöntem vardır - iş parçasını çözelti tabakasına baş aşağı yerleştirmek, örneğin, bir köpük parçasından yüzen bir şamandıra üzerine sabitlemek.Çözümü çalkalamanın çeşitli yolları vardır - kimyasal olanlar gibi özel manyetik karıştırıcılardan, hava kabarcıkları ve jeneratör modunda bir amplifikatöre bağlı güçlü bir hoparlör veya hoparlör sisteminin titreşimine kadar. Tabii ki, süreç böyle devam edecek, ancak çok daha uzun, bu durumda, küveti yakına yerleştirmeye ve çözümü daha sık sallamaya değer.
Küvetlerden bahsetmişken, uygun büyüklükte bir kap yoksa, blokların kenarlarını yapabilir ve iç kısmı polietilen ile sıralayabilirsiniz. Çalışma çözümleri (dekapaj ve geliştirme), kapalı bir kapakla plastik dikdörtgen kaplarda saklamak uygundur, aksi takdirde buharlaşırlar.

Küçük iş parçaları doğrudan kaplarda işlenebilir, çünkü bu yalıtımda telden yapılmış bir saplı bir kafes bir propolis arı toplayıcısının bir parçasından yapılır.

Dağlama tamamlandığında, baskılı devre kartının korumasız bölümlerinde bakır tamamen çözülür, çelik durumlarda yeterli derinlikte bir çizim kazınır, iş parçası su ile iyice yıkanır ve kurutulur. Bir koruyucu vernik tabakası, aseton ile nemlendirilmiş bir parça bezle silinir veya orta büyüklükte bir zımpara bezi ile mekanik olarak temizlenir.
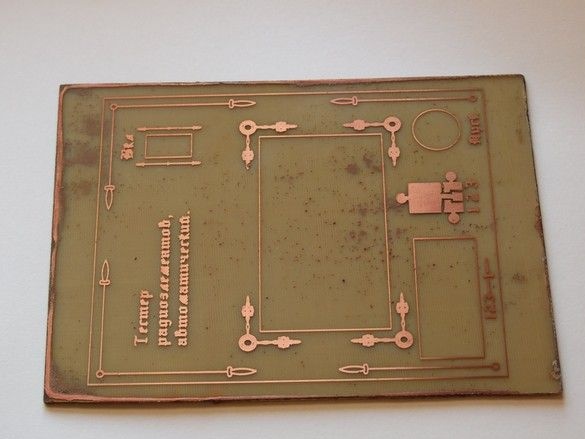
İş parçası basılı bir devre kartıysa, ödenekleri, delikleri ve istenirse kalayları kesmek için kalır.
İş parçası bir demir parçasıysa (ölçek, isim plakası, panel), kazınmış çizim “göstermek” tir - girintileri açık bir arka plana karşı koyu renkli bir dolgu ile doldurun. Bunu patine ile yapmak en iyisidir - yapay bir patine uygulamak. Patination başka bir ilginç hikaye.
