



Rulmanların dayanıklı, aşınmaya dayanıklı çelik kullandığı bir sır değildir, bu nedenle rulman uzun süre dayanır. Çelik rulmanların bu harika nitelikleri, onlardan yüksek kaliteli, güçlü bıçaklar üretmeyi mümkün kılar. Bugün bunun nasıl yapıldığını anlayacağız.
Hemen bir rulmandan bir bıçağın üretim sürecinin bir dövme gerektirdiğini not ediyorum. Gerçek şu ki, bir iş parçası elde etmek için, çeliğin düzeltilmesi gerekecek ve bunun için kırmızı-ısınmak ve bir çekiçle çalışmak gerekli olacaktır. Diğer araçlara gelince, bunların kullanılabilirliği bıçağı ne kadar iyi yaptığınıza ve ne kadar hızlı olduğuna bağlı olacaktır. Örneğin, bir bıçağı hızlı ve doğru bir şekilde öğütebilirsiniz, bu makine bıçakların üretiminde vazgeçilmezdir.
Yazar tarafından kullanılan malzeme ve araçlar:
Malzeme Listesi:
- yatak kafesi;
- kaplamalar için ahşap;
- pirinç çubuklar veya pimler için diğer malzemeler;
- epoksi yapıştırıcı;
- ahşap emprenye yağı.

Araç Listesi:
- öğütücü;
- mengene;
- fırın;
- ev tipi fırın;
- delme makinesi;
- zımpara kağıdı;
- parlatma makinesi;
- çekiç ve örs;
- kayışlı zımpara makinesi ();
- "dremel";
- kelepçeler;
- yapboz;
- dağlama için ayarlanmış (isteğe bağlı);
- elektrik bandı, kağıt, marker ve diğer küçük şeyler.
Bıçak yapma işlemi:
İlk adım. İş parçasını alıyoruz
Her şeyden önce, yatağı sökmeniz gerekecek, ondan yazar kafesi (dış kısım) kullandı. Rulmanlar farklıdır ve bunları sökmenin yolları. Klipsi bir mengeneye sıkıştırın ve bir öğütücü ile kesin.

Şimdi bir fırına ihtiyacınız var, çeliğin kırmızıya ısıtılması gerekiyor. Anlıyoruz ve sıcakken örs üzerindeki bir çekiçle hizalıyoruz. Prensip olarak, tavlamadan sonra, işlenebilir ve soğuk olmalıdır. Ancak sıcaksa metali düzleştirmek daha kolaydır.




İş parçası neredeyse hazır, öğütmeye devam ediyor. Bir bant zımpara makinesi yardımınıza gelecektir. İşlemden sonra, satın alınan metalden çok farklı olmayan veya daha da iyi olan mükemmel bir iş parçası elde edersiniz.



İkinci Adım Deseni kesin
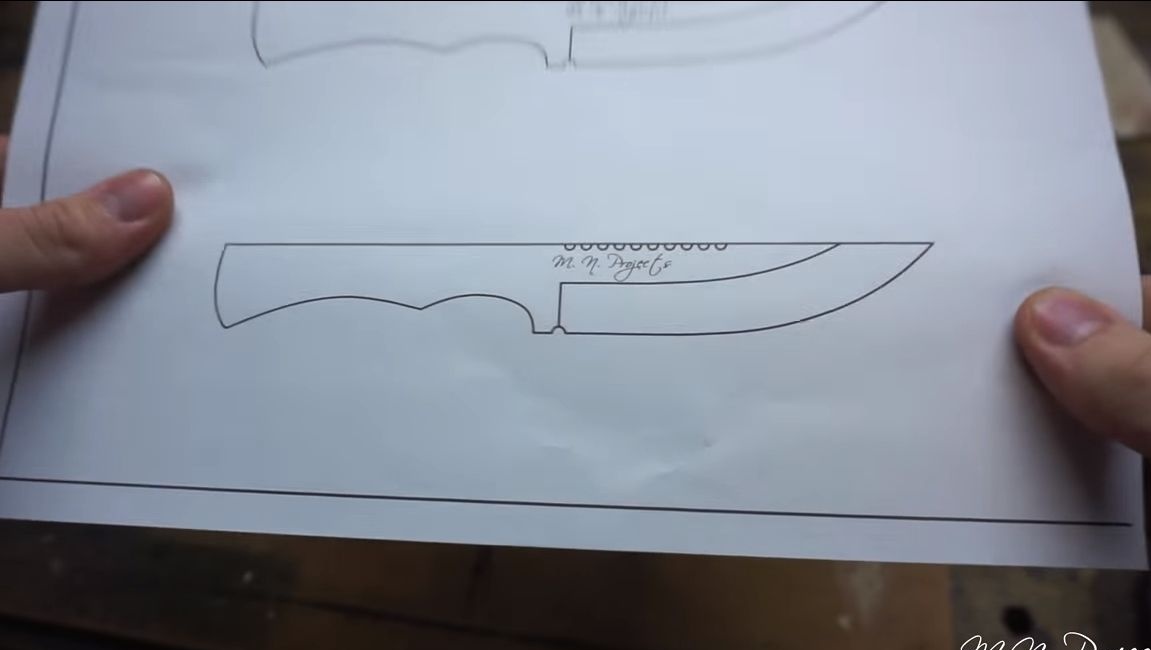
Bir bıçak yapmak için önceden bir şablon bulmanız gerekir veya hazır olanı internetten indirip kağıda yazdırabilirsiniz. Ardından, şablonu makas ve yapıştırıcı ile kağıttan iş parçasına kesin. Gelecekte bir şablona ihtiyacınız varsa, bunu bir işaretleyici ile daire içine alabilirsiniz.




Bıçağı kesmek.Yazarın bir şerit testeresi yoktur, bunu normal öğütücü ile yapar. İş parçasını bir mengeneye sıkıştırıyoruz ve yavaşça kesmeye başlıyoruz. Eğri boyunca kesmeniz gereken sorunlu alanlara gelince, orada çok fazla kesim yaparız ve sonra bir parça keseriz. Sonunda, öğütücü üzerine bir taşlama tekerleği koyduk ve kaba parçaları, çentikleri ve benzerlerini çıkarmak için profili bir daire içinde öğütüyoruz.
Üçüncü Adım öğütme
Bıçağın kaba oluşumu bitti, daha ince işleme devam edin. Bıçağın profiline gidiyoruz ve değiştiriyoruz. Aracın kemerinin ulaşamadığı ulaşılması zor yerlere gelince, uygun nozullu bir dremel alıyoruz.


Dördüncü Adım Bıçak apresi
Bu aşamada, yazar bıçağın bilenmesini ve parlatılmasını hesaba katmadan tüm işleri metalle tamamlar. Önde sertleşecek ve bundan sonra metal işleme için çok güçlü olacak.

Delme makinesine gidiyoruz ve pimler için delikler açıyoruz. Ayrıca, pedlerin metale iyi yapışması için bir dizi geçişsiz delik de delebilirsiniz.



Yazar bıçak üzerinde karanfil yapar, sert malzemeleri keserken başparmak ile dinlenmek uygundur. Bu tür karanfil bir dremel veya sıradan dosyalarla oluşturulabilir.



Ve son olarak, eğim üretimi gibi önemli bir nokta daha olacak. Bunu manuel olarak yapabilirsiniz, ancak çok fazla zaman ve çaba harcamanız gerekecektir. Bu en kolay ve yüksek kalitede bir bant zımpara üzerinde yapılır. Eğimler mümkün olduğunca simetrik olmalıdır.
Sonunda, bıçağın tüm yüzeyini zımparalayın, öğütmeden sonra tüm kaba çizikleri çıkarmanız gerekir. İnce zımpara kağıdı alıp ince zımparalamaya devam ediyoruz. Kağıt su ile ıslatılabilir, böylece daha iyi cilalanır.
Beşinci Adım sertleştirme
Metali temperleme, zorlaştırıyoruz, bu bıçağın uzun süre keskin kalmasını sağlar. Sertleştirme işlemi her zaman en az iki aşamadan oluşmalıdır. İlk aşama sertleşiyor, bıçağı sarı bir parıltıya kadar ısıtıyoruz, metal bir mıknatıs tarafından çekilmemelidir. Bir nokta olmasına rağmen, her çelik için sıcaklık söndürülür ve ısıtma rengi bireyseldir.



Şimdi bıçağı yağda soğutuyoruz, sebze veya minerallere uygun olacak. Sıcak metale daldırıldığında yağ tutuştuğundan dikkatli olun. Fotoğrafta görüldüğü gibi, arabalar sadece bıçak sertleşmek için ısınır ve sapın olduğu kuyruk kısmı renkli koyu kalır.

Söndürmenin ikinci aşaması metalin tavlanmasıdır, belirli bir sıcaklığa ısıtılmalı ve sorunsuz bir şekilde soğumasına izin verilmelidir. Bu, metalin söndürmeden sonra olduğu gibi kırılgan olmaması için yapılır. Bu amaçlar için genellikle bir ev fırını kullanılır. Tavlama için ısıtma sıcaklığı da farklı metaller için ayrıdır. Ortalama olarak, çelik yaklaşık bir saat 200-250 santigrat derece sıcaklıkta ısıtılır ve daha sonra fırın ile sorunsuz bir şekilde soğumasına izin verilir. Isıtma sıcaklığı ne kadar yüksek olursa, metalin tavlanması o kadar güçlü olur.
Altıncı Adım Temizleme ve dekapaj
Tavlamadan sonra, metal karanlık olacak, kireç ve iz yanmış yağa sahip olabilir. Tüm bunları çıkarmak için ince bir zımpara kağıdı alın ve yüzeyi zımparalayın. Verimliliği artırmak için WD-40 veya sade su kullanabilirsiniz.




Şimdi bu durumda olduğu gibi resmi veya yazıtları aşınmaya başlayabilirsiniz. Şablonu yapıştırıyoruz, elektrik bandının etrafındaki alanı yapıştırıyoruz ve reaktifi doğru zamanda uyguluyoruz. Çeliği suda iyice yıkayın.



Sonunda, yazar metali bir ayna parlaklığına parlatır. Bir parlatma tekerleğine ve GOI macununa veya benzerine ihtiyacınız olacaktır.
Yedinci adım bindirmeleri
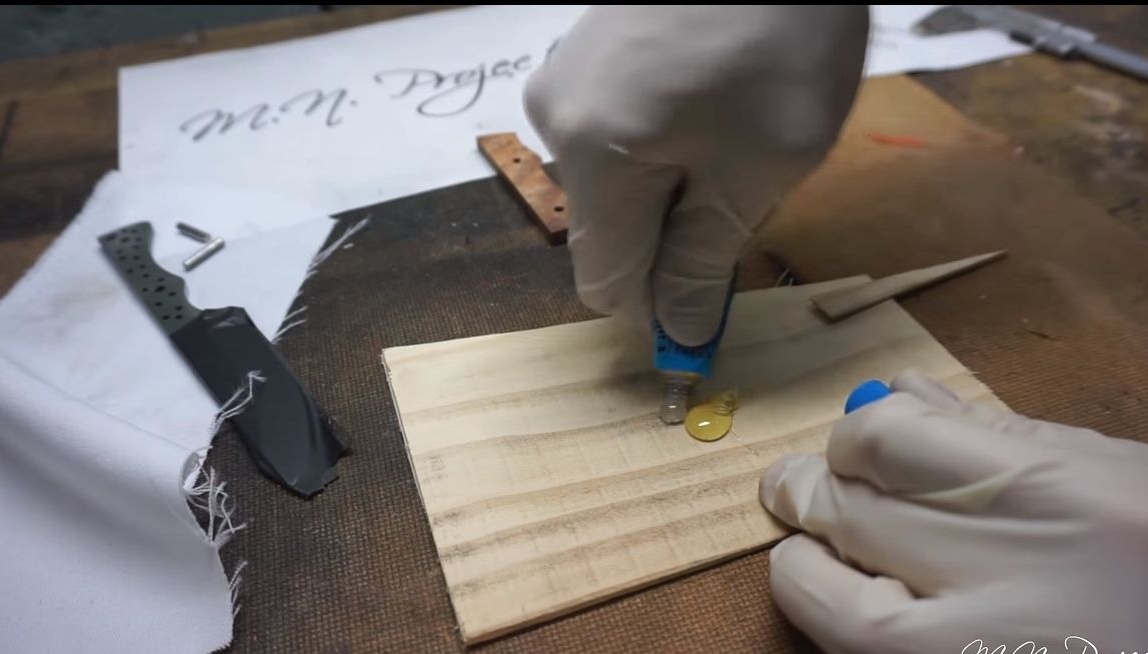
Daha fazla çalışma için bıçağı elektrik bandıyla kapatın. Bu, onu epoksi yapıştırıcıdan koruyacak ve aynı zamanda kesilme riskini azaltacaktır. Kulp üzerindeki pedlerin imalatına devam ediyoruz. Kalemin konturunu tahta bir blok üzerine çizin ve kesin.Sonra iş parçasını uzunlamasına kesiyoruz ve sonuç olarak iki tamamen aynı yarıya sahibiz.

Pedlerde delikler açıyor ve epoksi yapıştırıcı yayıyoruz. Tutkal kullanarak saplardaki pimler üzerine monte edilir. Tutkal tamamen kuruyana kadar kolu sıkıca bir mengeneye veya kelepçelere tutun.











Yapıştırıcı kuruduğunda, sapı bir bant zımpara üzerinde işliyoruz. En hassas işler zımpara kağıdı kullanılarak manuel olarak yapılır.


Sekizinci adım. tamamlama
Bitirme işi, bir kalemin yağ veya diğer benzer maddelerle emprenye edilmesi olarak düşünülebilir. Bu ağaç ter nem emilimini korumak için yapılır. Klasik bıçaklar keten tohumu yağı kullanır.


Bıçak hazır, bıçağın durumuna keskinleştir! Bu, ince zımpara kağıdı veya özel taşlama cihazları kullanılarak yapılabilir.


