


Odun yakan tuğla sobalar kırsal alanlarda ve gaz boru hatlarından ve kentsel merkezi ısıtmadan uzak diğer yerlerde hala oldukça yaygındır. Birçok tuğla fırın halihazırda çalışıyor, belirli bir miktar inşa ediliyor, bu nedenle özellikle bireysel ünitelerin ve genel olarak fırınların operasyonel özelliklerini geliştirmeyle ilgili sorular önemlidir. Bir tuğla fırının en sık arızalanan parçalarından biri bir fırın kapısı veya daha kesin olarak kapanmasıdır. Gerçekten de fırın kapağı günlükleri yüklerken yüksek sıcaklıklara, mekanik şok yüklere maruz kalır. Genellikle, kısa bir süre sonra, fırının tüm hizmet ömrüne göre, kapı asılmaya başlar, tuğlalar parçalanır ve hatta etrafına düşer, büyük çatlaklar oluşur. Tabii ki, kesinlikle acınacak durumlar, kural olarak, fesih hatalarının bir sonucudur. Bununla birlikte, onlarsız bile, conta çok uzun sürmez ve periyodik onarım gerektirir.
Fırın kapısını fırının tuğlalarına sabitlemenin ana, sık kullanılan yöntemi, tel örgüleri kapı çerçevesindeki dört deliğe dişli dikişlere gömmektir. Daha mükemmel bir seçenek olarak - tel yerine motosiklet konuşmacıları kullanın.
Belki de burada kapıyı modern metal dübellerle sabitleme yönteminden bahsetmeye değer.
Bir diğer oldukça basit sızdırmazlık yolu kelepçelerin (pençelerin) yardımıyladır. Metal şeritler kapı çerçevesine vidalanır veya perçinlenir, daha sonra yatay ve dikey duvar derzlerinde kalıplanır ve mühürlenir.
İlk bakışta yöntem iyidir.
Burada fırın işinde önemli bir kuralı hatırlamaya değer - ısıtıldığında malzemelerin doğrusal genleşme katsayılarındaki farkı dikkate almak. Metal ve tuğlada, (katsayı) hepsinden farklıdır ve bu malzemeleri nispeten yumuşak ateşe dayanıklı bir conta ile ayırmak gerekir. Eski günlerde, saf formda veya sıvı kil içine batırılmış bir asbest kordonuydu, şimdi sıklıkla modern refrakter malzemeler kullanıyorlar - yanmaz seramik yün ve keçe.
Şimdi kenetleme kapağına geri dönelim.Kapı çerçevesinin kendisi, örneğin bir asbest kordonu ile çevre etrafına sarılarak yalıtılabilirse, kelepçelerin metal şeritleri yalıtılmayacak ve kil harcını derzlerden boyamayacaktır.

Bir çeşit varyasyon olarak, kapı çerçevesine sabitlenmiş, ancak dikişlere sabitlenmemiş, ancak kapıyı tuğlalarla tutan metal elemanlar vardır. Zaten çok daha iyi - gelecekte refrakter karton koyabilir ve çatlaklardan kurtulabilirsiniz. Mühürün gücü de iyidir, geniş bir "tutma" alanı yakacak odun ve poker ile daha özgürce ilgilenmenizi sağlar. Malzeme açısından hiç de pahalı değil, karmaşık ve ekonomik değil.
Basit kil tuğlalardan yapılmış sobalar için, belki de daha fazlası gerekli değildir, ancak refrakter tuğlalarla kaplı bir fırına sahip tuğla fırınlarının modern versiyonlarında, yöntem yeterince iyi değildir.
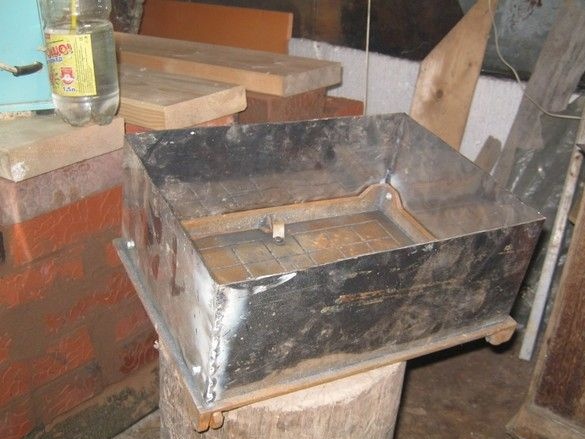
Ateş kutusunu şamotla kaplayarak, kaynağını önemli ölçüde arttırıyoruz, ancak ikinci yönteme göre fırın kapısını kapatmak, yüksek sıcaklıkların kil tuğlalarını etkilediği birkaç yer bırakıyor. Yukarıdaki fotoğrafta, bunlar duvarın, kapının yanlarında, bir sonraki - üst ve alt uçlarıdır.

Beş yıllık operasyondan sonra son mühür, iyi bir güvenilirlik gösterdi - kapı hiç sallanmadı, yerinde köklü durdu, ancak içeriden kil tuğlalar yukarıdan yıkıldı ve değiştirilmesi gerekiyordu, ancak ateş kutusunun geri kalanı, şamot şamot tuğla ile korundu, elbette yıprandı, ancak iyi oldu.

Yani, her şey gereklidir, aynı şey, ancak çevre etrafındaki pençelerle. Böyle bir şey.

Yöntem, malzemeler açısından biraz daha israftır, ancak çok güvenilirdir ve kullanılması tavsiye edilebilir. Bunu daha ayrıntılı olarak ele alacağız. So.
Gerekenler.
Araçlar.
En yaygın çilingir aletleri seti, kesme için ince, sıyırma için en az bir kalınlıkta aşındırıcı disklere sahip küçük bir kesme makinesi (taşlama makinesi). Güvenlik gözlükleri veya daha iyisi - bütün için bir kalkan ... tüm yüz için. Beethoven'ı seksen yaşına kadar bir işitme cihazı ile dinlemek istemiyorsak, buna koruyucu kulaklıklar veya kulak tıkaçları ekliyoruz - bir daktiloyla sıyırırken, gürleme ve zil sesi oldukça iyi. Delme için manuel bir şey. Aksesuarlı küçük bir kaynak invertörü ve ayrıca ince (2mm) elektrotlar da kullanıldı. MR-3'ü denedim, SSSI iyi çalışıyor, üzgün olmasa da kesinlikle paslanmaz çelik için özel olabilirsiniz. Sadece esnek olduğu ilk üretim varyantında kaynaktan vazgeçilebilir. Evet, her zamanki markalama aracına ek olarak, yarım metrelik bir tarafa sahip geniş bir kareye sahip olmak güzel olurdu. Bu, düzenin doğruluğunu büyük ölçüde artıracaktır.
Malzemeler.
Boyut olarak uygun, bir parça paslanmaz çelik sac. Isıya dayanıklı olması çok arzu edilir. “Isıya dayanıklı” (ölçek direnci) ile karıştırılmamalıdır. Ağdaki tek zaman, yazarın ısıya dayanıklı paslanmaz çelik, çok küçük bir kalınlık, yaklaşık 0.5 ... 0.75 mm'lik bir şey kullandığı benzer bir tasarımın videosuydu. Bu durumda, ince paslanmaz çelik kaynağı için özel aletleriniz yoksa, sadece üretim yönteminin esnek olduğu açıktır.
Yazarın versiyonunda, 1.5 mm kalınlığında bilinmeyen (ve neredeyse ısıya dayanıklı) bir kaliteye sahip paslanmaz çelik kullanılmıştır. Bilerek değil, ne oldu. Bununla birlikte, uygulama, malzemenin yeterince yüksek bir direncini göstermiştir. Bununla birlikte, biraz aşırı kalınlık, geleneksel manuel ark kaynağının kullanılmasına izin verir.
Bağlantı elemanları - standart cıvatalar veya somunlu M5 vidalar. Belki de daha uzun yanmamak için büyük kafaları seçmek daha iyidir.
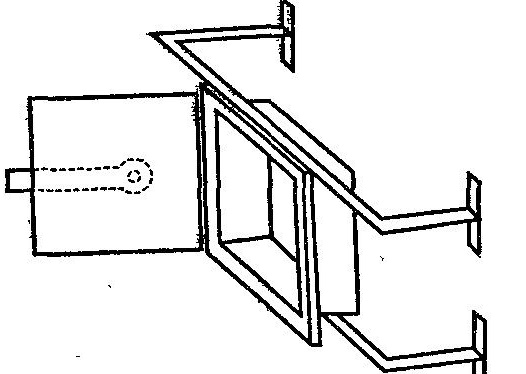
Montaj kutusu iki şekilde yapılmıştır.
ilk - genel olarak büyük bir tarama yapıldı vebükerek, tabanı ve kapağı olmayan bir tür kutu çıktı. Kutunun duvarlarına dik olan yapraklar büküldü. Bir kapı monte edildi, delikler işaretlendi ve delindi. Kapı çarkları ile düzeltildi ve hepsi bu.
İş parçasının işaretlenmesi ve kesilmesi.
Burada, böyle kalın bir malzemeyle küçük bir bükülme yarıçapı elde etmek için, bükülme noktasının bir miktar hazırlanmasının gerekli olduğunu belirtmek gerekir.Hazırlık, malzemenin katlama çizgisi boyunca, kalınlığın yaklaşık dörtte üçü kesilmesinden ve kesime V şekilli bir profil verilmesinden oluşur. Tabanda 90 veya biraz daha fazla açı ile. Bu amaç için az çok uygun olan tek alet bir kesme makinesidir (öğütücü). Benim zevkime gelince, seçeneği daha az güç ve daha küçük bir daire çapı ile kullanmaya değer.
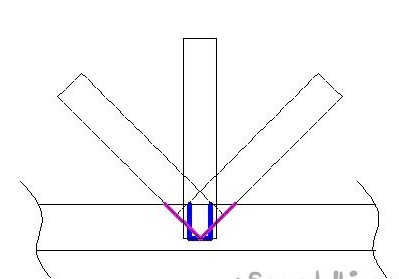
Böyle davranmalısın. İlk kesim malzemenin yüzeyine, işaretleme çizgisi boyunca istenen derinliğe diktir. İlk seferinde iyi yapmak oldukça zordur. Kesimi hemen tam derinliğe değil, birkaç geçişte yapmak daha iyidir, bu yüzden kesme şansı daha azdır ve daha eşit bir şekilde ortaya çıkar. Yapılacak en zor şey ilk düz oluktur. Kural olarak, benim için daha iyi ortaya çıkıyor, daha az sorumlu olan kısım - çalışırken, omuzları ve kolları bir şekilde kurtarmaya değer ve olası küçük kusurlara çok fazla önem vermiyor.
İlk kesimden sonra, kılavuz boyunca olduğu gibi iki geçiş daha yapılır, bir alet her seferinde ana olana göre 45 derece döndürülür. Yaklaşık, tabii ki, ama biraz daha iyi. Bu artık zor değil, sadece iş parçasını çevirmeniz veya dönmeniz gerekiyor, böylece oluk yukarıdan aşağıya değil, sağdan sola olacak şekilde. Daha pürüzsüz çıkıyor. Bulgar kesişimi farklı şekilde.

Sonra kesim içeride olacak şekilde bükün. Herhangi bir durdurma veya kılavuz kullanmaya gerek yoktur, bükülme hala gördükleri gibi minimum kalınlık yerine geçer.

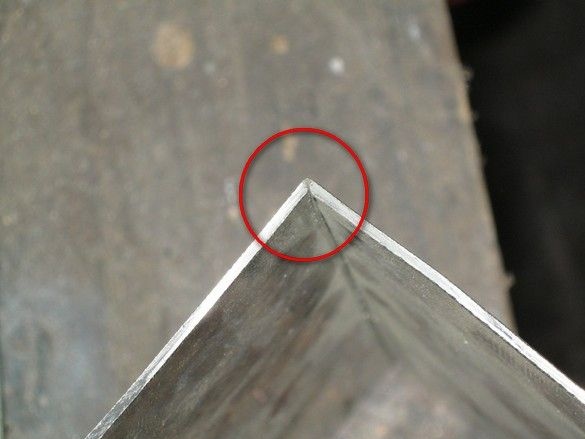
İlk kesimin derinliği, ideal durumda, bitmiş kesimdeki iş parçası, oldukça iyi bir çaba ile, ancak ellerinizle bükülecek şekilde olmalıdır. Bu durumda, virajın dış yüzeyi hafifçe donuk olacak, ancak belirgin çatlaklar olmayacaktır.

Form kesildi, ideal olarak bitmiş virajdaki duvarların tamamen kapanmasına yol açmalıdır.
Böylece boşluklar kesildi, doğru yerlerde, kıvrımlar boyunca ve kıvrımlar için kesikler yapıldı. Burada dikkatli olmanız ve bitmiş ürünü tam olarak hayal etmeniz gerekir - karşı tarafta birkaç kat (kesimleri) bulunur.

Kesikler ile uğraştıktan sonra, çeşitli hareketlerde, çizgilerle yaprakları olan bir kutu eğilir.

Kapıyı deneriz, delikleri işaretler, matkaplar, tuttururuz. İplikteki fazlalığı kesiyoruz. Bir vida ve somun ile sabitlenir. M5. Stoporov ve disk kullanılmaz, ancak şüpheniz varsa, kesimin ortasını eğebilirsiniz.
Şimdi köşeleri küçük hurdalardan kaynaklıyoruz. Ön tarafta, aksi takdirde tasarım biraz bitmemiş. Dik açılı parçalar, doğru yere en az biraz daha fazla bağlanır ve kaynak, birkaç nokta ile sabitlenir. Sonra fazlalık kesilir. Kaynaklar temizlenir. Keskin kenarlar körelir.


Ateş kutusunun yan tarafındaki pençeler biraz büyük, daha küçük olanlarla alabilirsiniz.
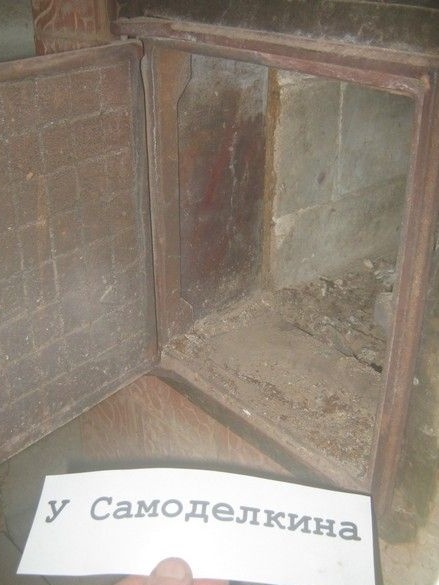
Aynı fesih, bir tuğla sauna sobası 3.5 yıl operasyondan sonra. Külün alt rafında, tarafı düşünün. Biraz ölçek var, belirgin bir bozulma ve bükülme yok, cıvata kafaları fotoğrafta görünmüyor, ancak onları da çok iyi durumda temin etmeye cesaret ediyorum. Dış tuğla örgüsünün yıkımı yoktur, özellikle astar. Genel olarak, durum mükemmeldir ve banyo sobasının ısıtmaya kıyasla çok daha yoğun ısıtılması göz önüne alındığında, tamamen mükemmeldir. Belki de bu, malzemenin önemli kalınlığı ve yapının genel sertliği ile kolaylaştırılmıştır.
Gömme, yaygın yöntemlere kıyasla yüksek maliyete rağmen, iyi bir mucizedir, ancak, pençeli, esnek bir kutu üretme yöntemi çok doğru değildir. Tanım gereği. Bir milimetreye kadar hesaba katmak zordur, bükme sırasında iş parçasının tüm evrimi ve sonuç olarak kapı sığmaz veya boşluklar çok büyüktür. Onları aynı refrakter keçeyle doldurabilirsiniz, ancak durum böyle değildir.
İkinci imalat seçeneği. Kaynak yaparak.

Geçen gün denemeye karar verdim. Ana kutu iki L şeklinde parçadan yapılmıştır.
Denedikten sonra kenarları ebatlandırın ve kaynak yapın. Burada özel bir sıkılık gerekli değildir - noktalarda, bir santimetre ve bir buçuk boyunca. Sonra dikişlerdeki tüm fazlalıkları temizleyin.

Benzer şekilde, pençeler kaynaklanır.


Sıyırma işleminden sonra, daha önce yumuşak refrakter sarılmış bir servis yerine tuğla koymak mümkündür. Aşağıdaki fotoğrafta, 10 mm kalınlığında bazalt kapitone mat kullanılmıştır.

Yöntem, biraz daha karmaşık olmasına rağmen, daha çok hoşuma gitti. Kapı çok daha sıkı oturuyor, üretim sürecinde önemli ölçüde daha az endişe var - kapı sonunda sığacak / sığmayacak. Dahası, tasarım için, bazen çok uygun olan daha küçük malzeme parçaları kullanabilirsiniz.
Bu tür bir üretimin contasını kullanma konusunda henüz bir deneyim yoktur - fırın henüz bitmedi, ancak bundan da şüphe etmek için hiçbir neden yok.
