

Bugünün makalesinde, Şam çeliğinden iyi bir güçlü bıçak yapma teknolojisini ele alacağız. Bıçak geleneksel bir tarzda, yani dövme ile oluşturulur. Burada bir ocağa, örs, çekiç ve çok fazla sabra ihtiyacınız olacak.
Şam çeliğinin bir özelliği, imalatında çeşitli metal türlerinin dövme ile karıştırılmasıdır. İlk önce plakalar hazırlanır, daha sonra kaynaklanır, ısıtılır ve daha sonra iş parçası her türlü metali karıştırmak için bükülür.
Bıçağın sağlığa tehdit oluşturabileceği için, dengesiz bir ruh hali olan insanların ellerine verilmemelidir.
Bıçak yapmak için malzemeler ve araçlar:
Malzemelerden:
- en az iki dereceli çelik plakalar (yüksek karbon içeriğine sahip çelik kullanılması arzu edilir, daha sonra iyi sertleştirilebilir. Yazar iki tür çelik kullandı, bunlar 1095 ve 15n20);
- akı (boraks gerekli olacak, bir donanım mağazasından satın alınabilir);
- uzun bir çubuk (bir fırında ısıtmak için bir iş parçasının kaynaklanabilmesi için gereklidir);
- seçim için herhangi bir ahşap;
- epoksi yapıştırıcı (tercihen çabuk kuruyan);
- pirinç perçinler;
- keten tohumu yağı veya ahşap için diğer emprenye;
- çeliği sertleştirmek için bitkisel yağ;
- demir klorür.

Araçlardan:
- bir örs (tercihen gerçek büyük bir örs. Aşırı bir durumda, bir parça ray, bir balyoz ve diğer);
- çekiç (yazar 1.3 kg ağırlığında enine bir forvet ile kullanılır);
- kaynak (plakaları birbirine kaynaklaması ve bağlantı elemanlarını sabitlemesi uygundur, ancak değilse, teli kullanabilirsiniz);
- demircilik için bir dövme (levhaların birlikte erimesi için oldukça yüksek bir sıcaklığa sahip olması gerekir);
- kemer zımpara (bir dosya kullanabilirsiniz, ancak çok fazla güç ve sabır alacaktır);
- fırın (veya diğer adaptasyon tavlama amacıyla metal ısıtmak için);
- bir delme makinesi veya matkap;
- Mengene (süreçte çok yardımcı.


Bıçak yapma işlemi:
İlk adım. Boşlukları toplama
Bu aşamada yazar boşluklar hazırlar. Plakaları istenen uzunluğa kesmek gerekir, çünkü yazar 7.6x1.2 cm'dir.İş parçası ne kadar büyük olursa, bir bıçak dövmenin o kadar zor olacağını düşünmek önemlidir. Ön kaynak yerleri pas ve kireçten dikkatlice temizlenmelidir. Plakalar alternatif metallerle istiflenir.



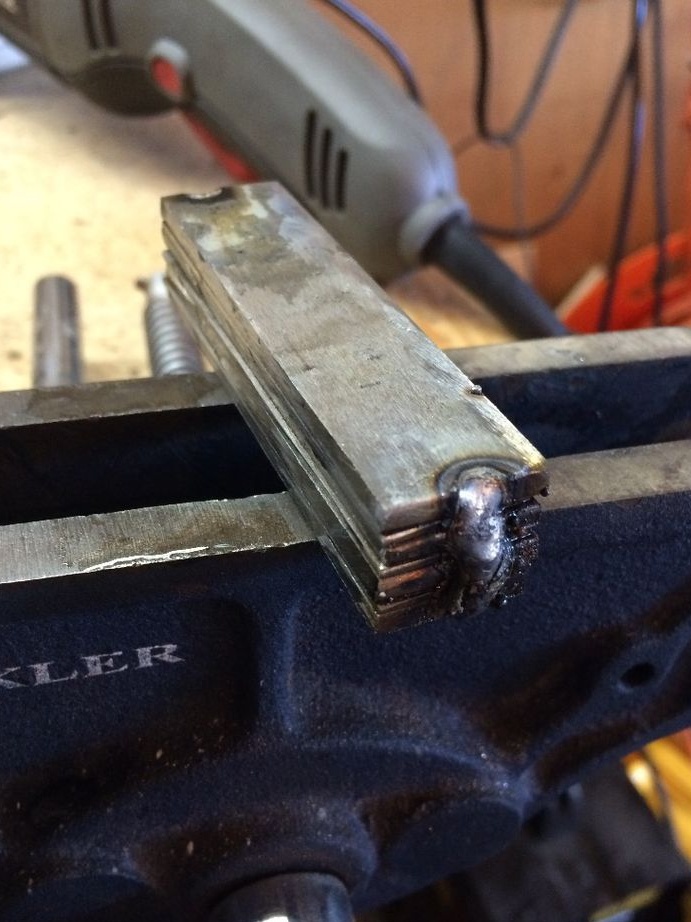
Sonuç olarak, fırına yerleştirilebilmesi için iş parçasına bir parça takviye kaynak yapılmalıdır. Tabii ki, takviyeye kaynak yapmak yerine, iş parçası uzun saplı pense kullanılarak çekilebilir.
İkinci Adım İş parçasını fırına gönderiyoruz
Şimdi iş parçası ilk ısıtma ve ilk dövme işlemine tabi tutulur. Boynuz yazar bir gaz silindir ev yapımı yaptı. İçinde, refrakter çimento ve koolin yünü ile bitirilir. Ocağın boyutu küçük olduğu için istenilen sıcaklıklara kolayca ısıtılır.





Metal kiraz kırmızısı bir renge ısıtılmalı, çıkardıktan sonra, ölçeği gidermek ve oksijen ile etkileşimi önlemek için hemen bir kahverengiye serpmelisiniz. Özellikle plakaların yuvaları arasındaki boraksı doldurmaya çalışmanız gerekir, böylece metal iyi karışır ve mümkün olduğunca homojen olacaktır. Bu prosedür gerekirse ölçeğin çıkarılmasıyla birkaç kez gerçekleştirilmelidir.
Ayrıca, iş parçası dövme sıcaklığına kadar ısınır, yazara göre, bu 1260-1315 bölgesinde hakkındaC. Metal parlak sarı veya turuncuya dönmelidir. İş parçasını çıkarmadan önce, metal soğumaya başladığı ve zaman kaybedemeyeceğiniz için elinizde bir örs ve çekiç olduğundan emin olmanız gerekir.
Sonuç olarak, işlenecek parçanın dövülmesi ile bükülebilmesi için gerilir.
Üçüncü Adım Karıştırma çeliği
Bu adımda, iş parçası birçok kez ısınır ve dövmeye kendini verir, bu ne kadar çok yapılırsa, metal o kadar iyi karışır. İlk olarak, iş parçası, iki kat daha uzun olacak şekilde dövülmelidir. Metali mümkün olduğunca eşit bir şekilde gerin. Daha sonra, ortada, bir keski ile bir çentik yapılır ve iş parçası ikiye katlanır. Bundan sonra, iki plaka homojen hale gelinceye kadar tekrar ısıtılır ve dövülür. Toplamda, yazar metali 4 kez katladı ve sonunda 112 katman aldı.
Birkaç katmanı bağlarken, her zaman kahverengi kullanmak ve ölçeği temizlemek önemlidir.



Katmanları hesaplamak için formül aşağıdaki gibidir: bükülme sayısı derecesindeki başlangıç miktarı * 2, yani 7 * 2 ^ 4 = 112).
Sonunda, iş parçası tekrar dövme sıcaklığına kadar ısınır, kenar tarafından örsün oluğuna sokulur ve bir spiral şeklinde bükülür. Daha sonra bu spiral tekrar dikdörtgen bir şekle getirilmelidir. Sonuç olarak, iş parçasının bir veya daha fazla kenarını sıyırarak katmanların homojen olduğunu doğrulayabilirsiniz.
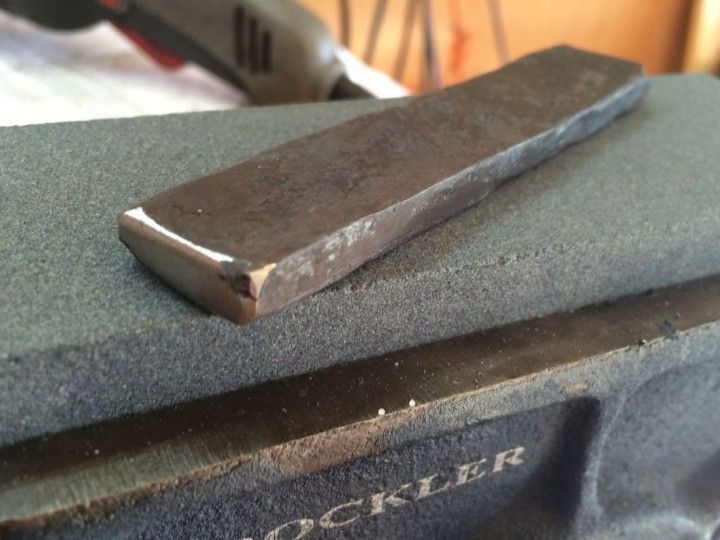
Dördüncü Adım Ana profili dövme
Bu aşamada yazar dövme yaparak ana bıçak profilini oluşturur. Bu aşamada, bıçağın eğimlerini de ayarlayabilirsiniz, böylece daha sonra ikinci durumda çok üzücü olan bir öğütücü veya dosya üzerinde daha az çalışmanız gerekir.


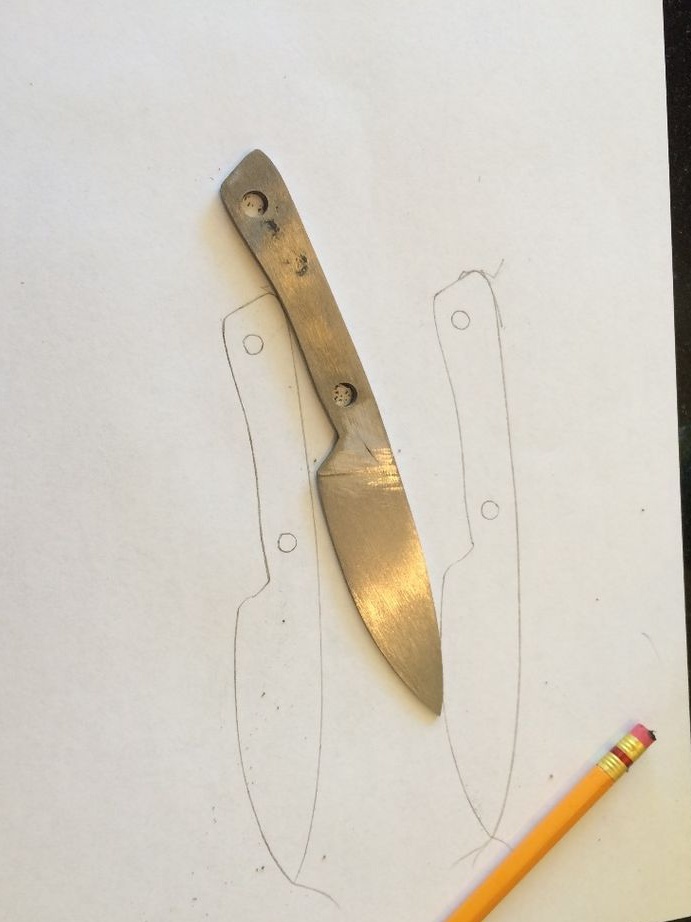
Beşinci Adım Profili ezin
Bir taşlama makineniz yoksa, bu adımı tamamlamak için çok zaman ve çaba harcamanız gerekecektir. Burada bir dosyaya ve bir öğütücüye ihtiyacınız olacak.








Taşlamanın sonuna doğru, sapı iş parçasına sabitlemek için delikler açın. Yine de, bazı ayrıntıların 400 grit bir dosya ile sonlandırılması gerekecek.K bıçağın başlangıçta keskinleştirilmesi gerekiyor, ancak sertleştirme sırasında eğrilebileceği için keskin olması gerekmiyor.




Altıncı Adım Metal sertleştirme
Sertleşme, bıçak yapımında çok önemli bir andır. Gelecekteki bıçağın gücü buna bağlıdır ve teknoloji ihlal edilirse, iş parçası tamamen harap olabilir. Her şeyden önce, çelik mümkün olduğunca serbest bırakılmalıdır. Bu, söndürme sırasında metalin kurşunlamaması ve bıçağın bükülmemesi için yapılır. Metal, çeliğin artık bir mıknatıs tarafından çekilmeyeceği bir sıcaklığa kadar birkaç ısıtma ile serbest bırakılır. Toplamda, bu tür ısımalar üç ila beş arasında olmalıdır. Çelik açık havada yavaş yavaş soğumalıdır.



Bundan sonra çelik sertleştirilebilir. Bir kez daha kritik bir sıcaklığa ısıtılır ve daha sonra ılık yağa indirilir.Yüksek karbonlu çeliğin metali çok hızlı soğutması ve parçalanması nedeniyle suda söndürülmesi gerekmez.
Sertleştikten sonra, çelik kırılgan olmayacak şekilde bırakılmalıdır. Bunu yapmak için, iş parçası 205 derecelik bir sıcaklığa sahip bir fırına yerleştirilir ve bir saat ısıtılır. Sonra yavaş yavaş soğumasına izin verilmelidir.
Yedinci adım. Bıçak Dağlama
Dağlama yapıldığında, bıçak karakteristik bir desen alır. Bütün bunlar elektrik kullanılmadan kimyasal olarak gerçekleşir. Demir klorür talimatlara göre hazırlanmalı, yazar üç parça su ve bir parça demir klorür içermelidir. Yaşlanma sadece 3-5 dakika sürer.


Sekizinci Adım. Kolu topluyoruz ve bıçağı biliyoruz
Bıçak kulpları yapmak için birçok teknik vardır. Çeşitli ahşap, hayvan boynuzları, kemikler, plastik ve diğer malzemeleri kullanabilirsiniz. Yazar bu amaçlar için kiraz ve pirinç perçin kullanmaya karar verdi ve her şey klasik olarak epoksi yapıştırıcıya bağlı. Sonuç olarak, kalem 400 tane ile parlatılır ve daha sonra keten tohumu yağına iyice batırılır.


Sonunda, bıçağın sadece keskinleştirilmesi gerekir. Yazar bu amaçlar için sıradan bir bileme taşı kullanmaktadır. Ancak bıçağı mükemmelliğe getirmek için, tahıl boyutunu yavaş yavaş düşürerek su taşı kullanabilirsiniz.




Bıçağın toplam uzunluğu yaklaşık 15 cm idi.