
Tüm sevgililere merhaba DIY, her uzman, aracın işte büyük bir rolü olduğunu, yani güvenilirliğini ve inşa kalitesini iyi bilir. Bu konuyu düşünerek, ideal ve kullanışlı bir araç yapmak için düşünceler ortaya çıkar kendin yap, bu durumda, ahşap kesiciler ve yardımlarıyla kesme kalıpları oldukça heyecan verici bir deneyim, bu da iyi bir haber. Kesiciler yaratmada ana şey daha dikkatli olmaktır, çünkü keskin nesnelerle, yani kesme parçasıyla çalışmak zorunda kalacaksınız. Yazarın ahşap oymaları kendi elleriyle yapma fikrine, yakınlarda herhangi bir araç olmadığı ve yerel mağazalarda olmadığı gerçeği eşlik etti.
İyi bir ahşap oyma bıçağının olması gereken özellikler şunlardır:
• Yüksek kaliteli çelik, bıçak kaynağını ve uzun süreli keskinliği arttırır.
• Ergonomik (rahat) tutamaklar.
• Nispi imalat kolaylığı.
• Güvenilirlik.
Bu ev yapımı ürünü oluşturmak için ulaşılması zor herhangi bir malzemeye ihtiyacınız yoktur, burada olmamalıdırlar, çünkü tüm detaylara çoğu marangoz ve ahşap işçisinin kolayca erişebilmesi planlanmıştır.
Gerekli malzemeler ve aletler:
* Dayanıklı çelikten yapılmış şerit testere parçaları, deneyimlerinden uzun süre keskinliğini koruduğunu doğrular.
* Eski meşe tahtaların kalıntıları geçmiş işlerden geriye kalmıştır, çünkü meşenin kendisi güçlü, güzel ve teknolojik olarak kendi yolunda ilerlemiştir.
İhtiyacınız olan araçlardan:
* Elektrikli kalemtraş.
* Tane boyutu yaklaşık 40 tane olan zımpara kağıdı, zımpara kağıdı (tane boyutu 80 ve bitirme için - 240, 800 ve 1000).
* Demir testeresi.
* Solunum koruması - solunum maskesi (gazlı bez).
* Marangoz yapıştırıcısı.
Doğru araçlara sahip tüm parçalar hazır, şimdi aşamalı montaja geçelim.
İlk adım.
İlk adım bir bıçak yapmaktır. Testere bıçağının parçalarından yaklaşık 8 cm uzunluğunda, yazar istenen şekildeki bıçakların metal boşluklarını işledi ve sapları boşluklara koydu, uzunlukları yaklaşık 4.5-5 cm, bu boyutlar saptaki bıçağın yeterli mukavemetini garanti ediyor.

Daha fazla sabitleme güvenilirliği için (bıçağın saptan gevşetilmesi ve düşmesinden korunma), şaftın kenarlarında yarım daire şeklinde kesikler yapıldı.
Bıçağın bıçağının enine kesiti, açısı alından bıçağın inişi olan kesici kenara 10 ila 15 derece arasında değişen bir kama daralmasına sahiptir.Kesme kenarı, bu şekle küçük bir pah, yani büyük bir daralma ve dolayısıyla bıçak kenarına zaten 25-30 derece yakın bir açıyla tutturulur.

Bıçakların üzerinde büyük bir pah, sapın sapa yapıştırılmadığı andan önce yapılmalıdır. Pahın şekli her iki tarafta verilmeli, belirli bir açıyı gözlemlerken, metalin taşlanması simetrik olarak gerçekleşmelidir. Malzeme bilimi, yoğun öğütme ile metalin ısınmasına neden olur, bu da tavlanmasına neden olur ve bu, metalin daha yumuşak hale gelmesine ve bilemeyi sürdürme yeteneğini kaybetmesine yol açar. Bunun olmasını önlemek için, periyodik olarak işlenecek iş parçasının su içinde soğutulması, böylece aşırı ısınmadan kaçınılması gerekir. Soğuk su içeren kap yakın olduğunda ve kütüğü düşürmek zor olmadığında en uygunudur. Sonunda bıçağı oluşturmak, keskinleştirmek ve cilalamak için, daha sonra gerçekleşecek olan kolu takmanız gerekir.
İkinci Adım
Metal ile uzun süre çalıştıktan sonra, sapın imalatına geçiyoruz; bunun için, boyutları 12 x 22 mm kesitli olan ve uzunluk 120 mm'den biraz daha fazla olan meşe çubuklar çok uygun. Bu çubuklar, yapıştırılmış yüzeylerin pürüzsüz olacağı şekilde seçilmiştir. Çalışmayı basitleştirmek için, gelecekteki tutamağın yarısından birinde şaft için soketin bir örneğini yapıyoruz.

İlk olarak, sap çapaklardan kurtulmak için kenarlardaki bir öğütücü kullanılarak işlenir. Ardından, sapı hazırlanan çubuğa uygulayarak bir kalemle daire içine alın. Keskileri kullanarak, yuvayı iş parçasının kalınlığına eşit bir derinliğe seçiyoruz, çubukların birbirine uygunluğunu kontrol etmek için periyodik olarak kuru yapı toplanmasını topluyoruz. Yuvanın derinliğinin yetersiz olması durumunda, kol ya birbirine yapışmaz ya da zayıf bağlanırsa kullanıldığında çatlar. Çok derin bir yuva, bıçağın yan yana yürümesine neden olur, bu da istenmeyen sonuçlara yol açar, yani sapın çatlaması veya şaftın deformasyonu. Bu nedenle, şaft için yuva seçimine maksimum doğruluk gösterin.
Kontrol tertibatı sırasında, tüm parçaların sıkıca oturduğuna "kuru" ikna olduktan sonra, bu durumda sapın yanı sıra tutamak çubukları ve yarılar arasında boşlukların olmaması durumunda yapıştırma işlemine devam edebilirsiniz. Marangozluk lei'yi çubuğun yüzeyine ve şaftın altındaki yuvaya uygularız, çünkü yuvanın manuel seçimi ile derinlemesine doğruluk elde etmek imkansızdır, ancak yanlışlık durumunda sapın kuruduktan sonra tutucunun tutulacağı daha iyi olur. Sapın bitişik kısmında, yapıştırıcı uygulamanız gerekir, ancak daha küçük bir tabakada.
Üçüncü Adım
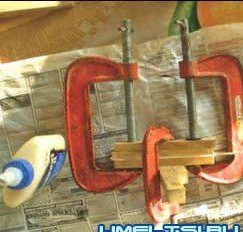
Daha sonra ayrıntıları birleştiririz (bıçağın yakınında bulunan blokların uçlarını mümkün olduğunca doğru bir şekilde bağlamak gerekir) ve kelepçelerle sıkın. Fazla tutkal nemli bir bezle çıkarılır ve tamamen kuruyana kadar 12 saat bekletilir.

Dördüncü Adım
Şimdi kolu, kesme aleti için uygun şekle ayarlayacağız, genellikle başparmağı dinlendirmek için arkada hafif bir bükülme.


Ancak bu kalemlerin özellikleri olmadan yapamazsınız, bunlar farklı
sırtları bıçağa yakın olandan daha geniş ve yuvarlaktır, bu nedenle, işlemenin ilk aşamasında kulplar için tüm iş parçaları daha uzun bir kesik uzatılmış piramit gibidir ve işaret parmağı için bir girinti de vardır.


İş parçasını yapıştırdıktan sonra, sırt 12 cm boyutunda bir demir testeresi ile kesilir.
Sonra, bir bant zımpara ile, kolların uçlarını öğütüyoruz, Meşe tozu alerjiye neden olabileceğinden kişisel koruyucu ekipman - güvenlik gözlükleri ve solunum cihazı kullanmayı unutmayın.
Taşlama önce 40 tane büyüklüğünde ve daha sonra iş parçası pürüzsüz olana kadar artan sırada gerçekleşir.
Nitrol vernik ile kaplıyoruz.
Dördüncü Adım
Kesme parçasını getiriyoruz, keskinleştirme açısı bu bıçaklar için yaklaşık 25-30 ° olan küçük bir pah ihtiyacımız var. Küçük bir pah oluşturmak için yazar, farklı tane boyutlarında bir zımpara kağıdı kullanır, tahıl boyutunu giderek artar, 240'dan başlayarak 800'e ve daha sonra 1000'e kadar, sonunda her şey bir çubuğa kenetlenmiş bir deri kemer üzerinde parlatılır. Keskinleştirme başarılı olursa, odun özel bir çaba sarf etmeden lifler boyunca ve boyunca kesilmelidir, kesim yüzeyi pürüzsüz ve parlak olmalı, sözde “yağ” kesimi.
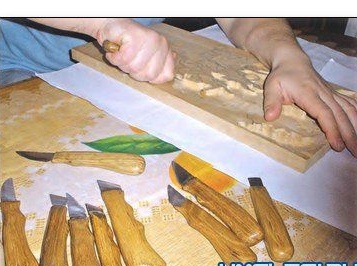
Bu imalat şablonunu kullanarak, birkaç bıçak yapıldı, genel olarak, oldukça güvenilir ve kullanımı kolay, bu da layman için çok iyi.

Oymacılığı için bu ev yapımı bıçaklar hazır, hepinize teşekkür ederim ve size iyi şanslar.