
Birçok usta çalışmalarında farklı tipte el frezeleme takımları kullanır ve genellikle yanlış tabanın kesicinin kendisine göre kayması problemi vardır, bu da olukların kesilmesinde hatalara yol açar.
Bu makalede, "JSK-koubou" YouTube kanalının yazarı size bu sorunu nasıl kolayca çözeceğinizi anlatacaktır.

Hemen hemen herkes yazarın kullanacağı teknikleri kullanabilecektir.
Malzemeler.
- İnce sac plastik
- Seloteyip
- İki bileşenli epoksi reçine
- Levha pleksiglas
- Çift taraflı bant.
araçları, yazar tarafından kullanılır.
— El değirmeni
— Baskı Rulmanlı Yarıçap Değirmeni
— tornavidamatkap
— kelepçeler
— Elektronik kaliper
- İşaretleme planya
- Reer, Meisel
— Tutkal tabancası
- Bıçak, cetvel, anahtar, işaretleyici.
Üretim süreci.
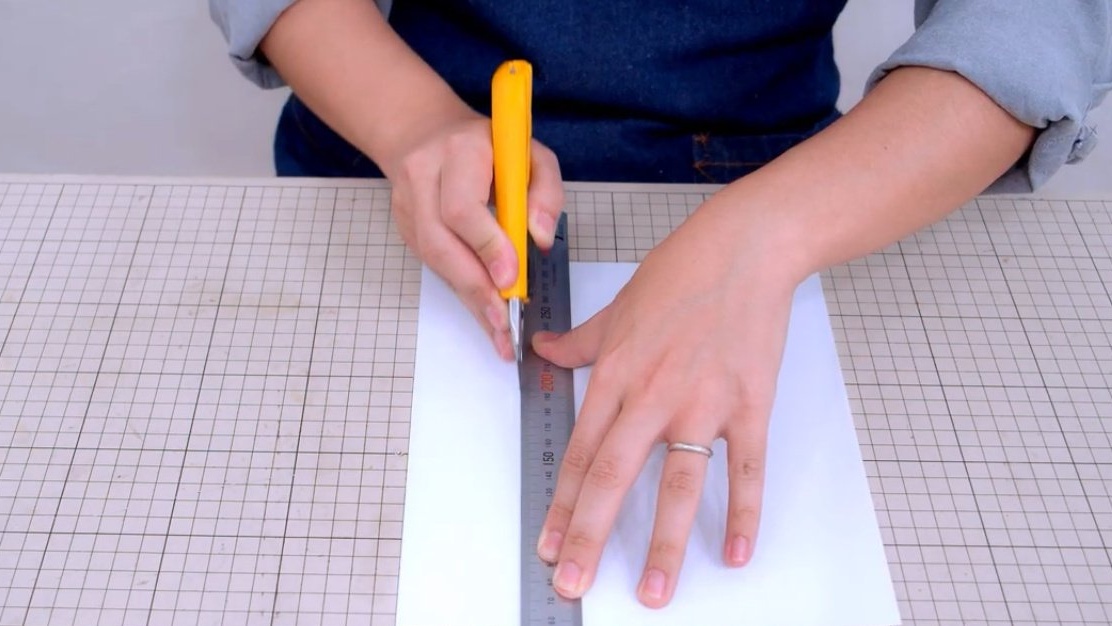
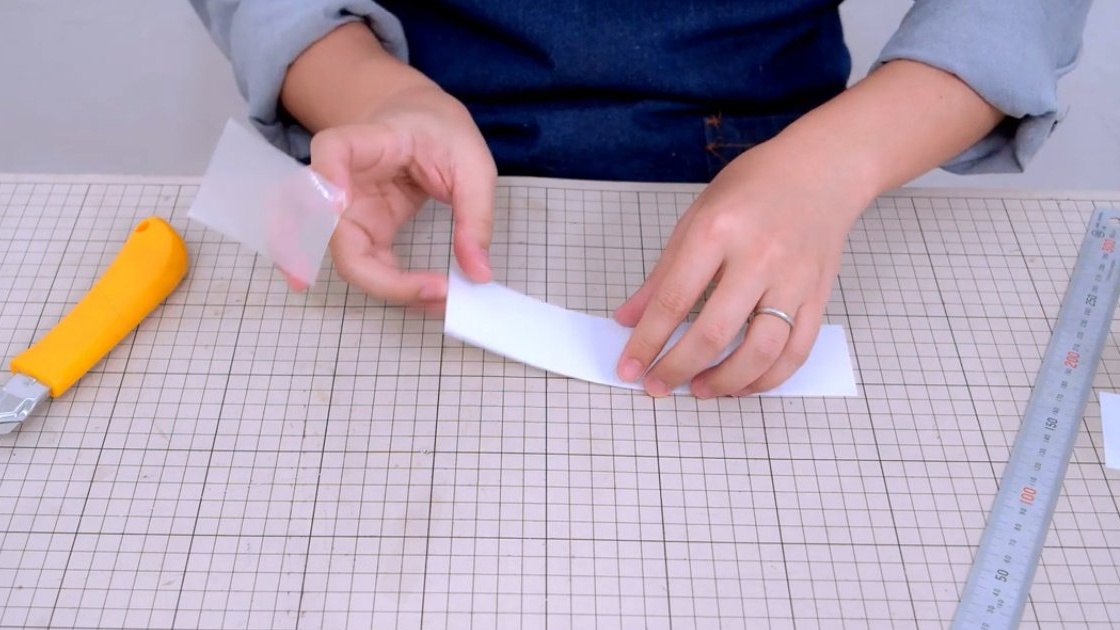
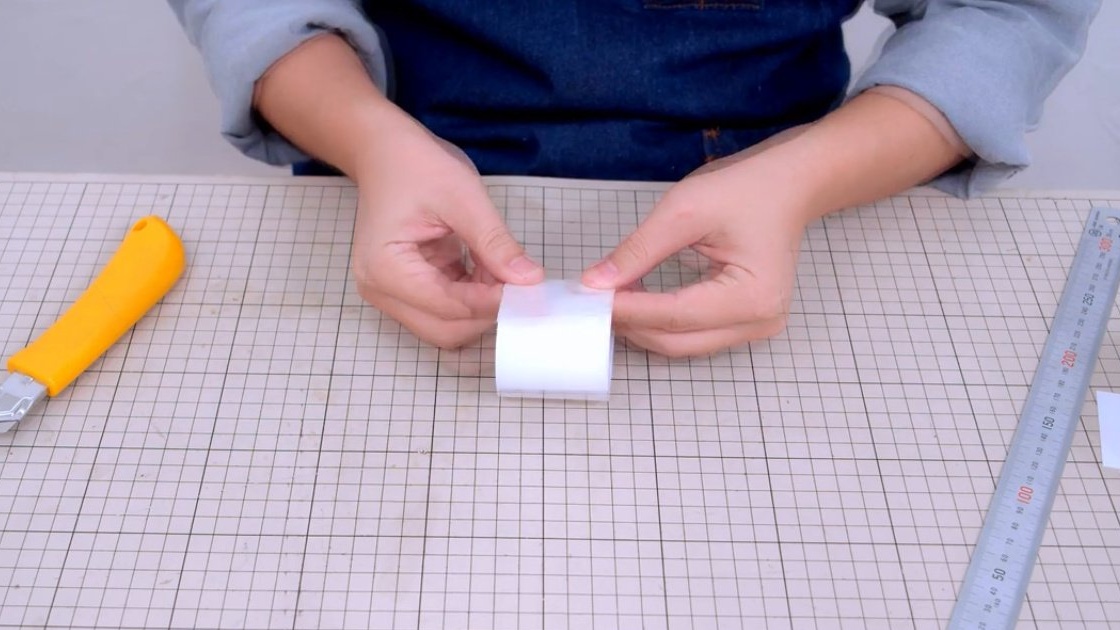
İlk adım, bir koni şeklinde çok basit bir kalibrasyon memesi yapmaktır. Bunu yapmak için küçük bir ince plastik silindir yapmalısınız.
Bu silindir tabana sıcak tutkalla sabitlenir.
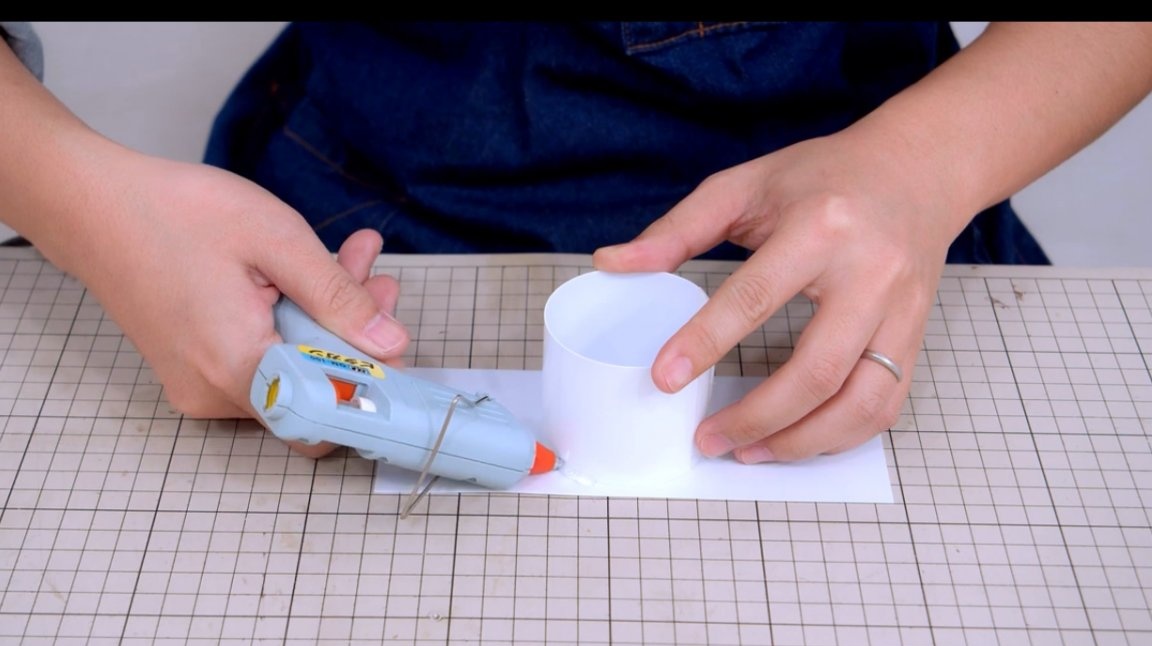
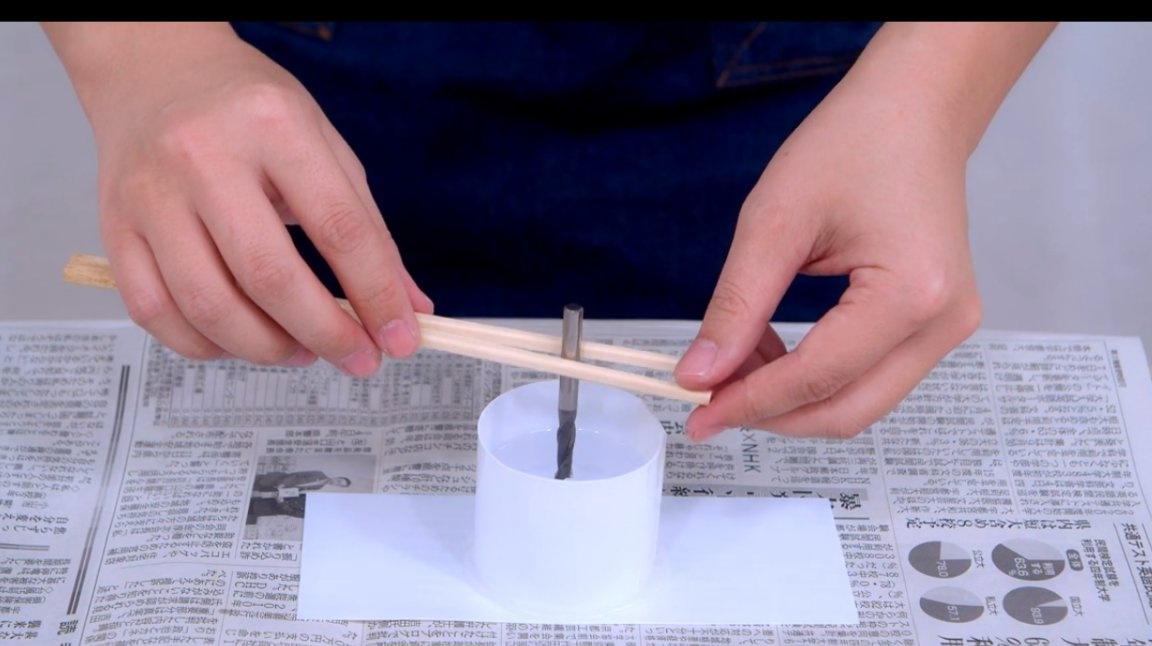
Daha sonra epoksi bileşenleri karıştırılır ve kap doldurulur.

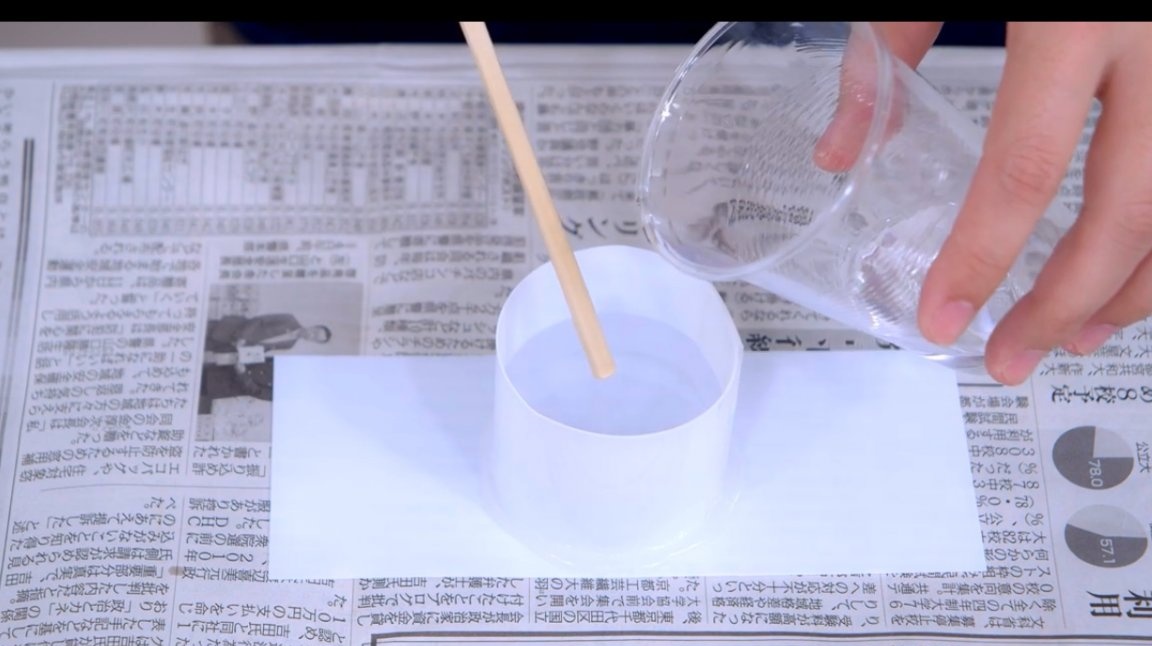
Ayrıca, eski değirmen, tankın merkezine mümkün olduğunca doğru bir şekilde ve dikey bir konuma daldırılmalıdır.

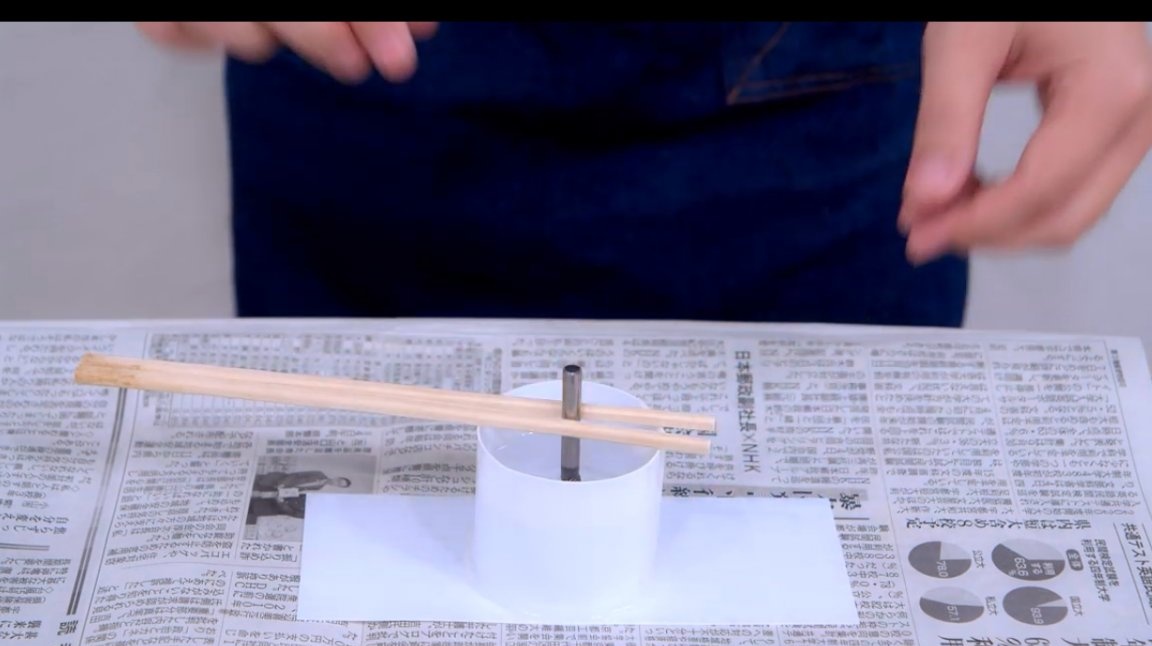
Reçinenin polimerizasyonu ve kalıbın çıkarılmasından sonra elde edilen böyle bir iş parçası.

Ustanın elinde bir torna tezgahı yoktur, bu yüzden bir matkaptan yapar ve bir tezgah üzerine sabitler.

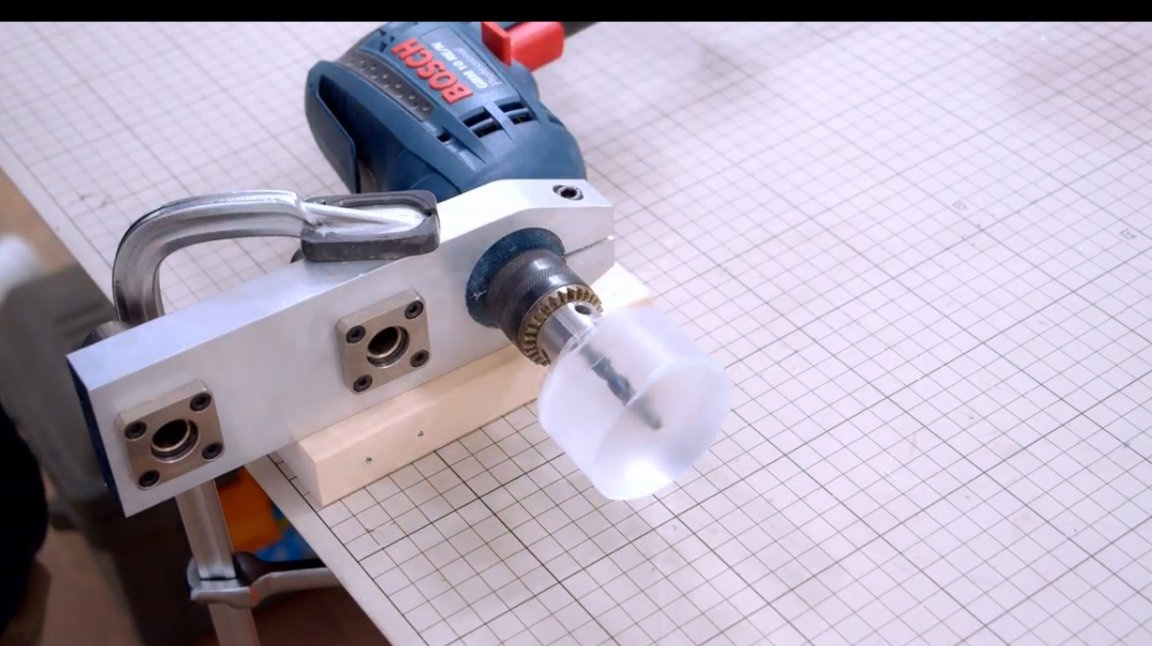
Kütük, bir yükseltici tarafından kaba işleme tabi tutulur ve daha sonra iç tarafında bir maisel tarafından bir koni oluşturulur. Hiçbir durumda bu tür tornalama hemen freze üzerinde yapılmamalıdır! Çok yüksek devirlere sahiptir ve dökümden sonra iş parçası çok zayıf dengelidir!



Böyle bir nozülün kaba işlenmesinden ve merkezlenmesinden sonra, daha kesin olarak, değirmen zaten açılır.



Böylece, master, iş parçasının ters yönünde iki oluk yapmanız gerektiğinde standart durumu gösterir.



Tabandaki bindirme yer değiştirmiştir ve bir durak rolü oynamaktadır. Bu nedenle olukların genişliğinin yarısı kadar kayması.

Tabanı nasıl kalibre edebilirim? Sıkma vidalarını gevşetmek, koni nozulunu sabitlemek, tabanı, kenarları koniye bastırılacak şekilde yükseltmek gerekir. Sonra vidaları tekrar sıkın.




İkinci test. Taban zaten kalibre edilmiştir.


Sonuç çok daha iyi, ama mükemmel değil.


Bu görüntü 0,37 mm'lik bir kayma göstermektedir. Evet, bu çok kritik değil.

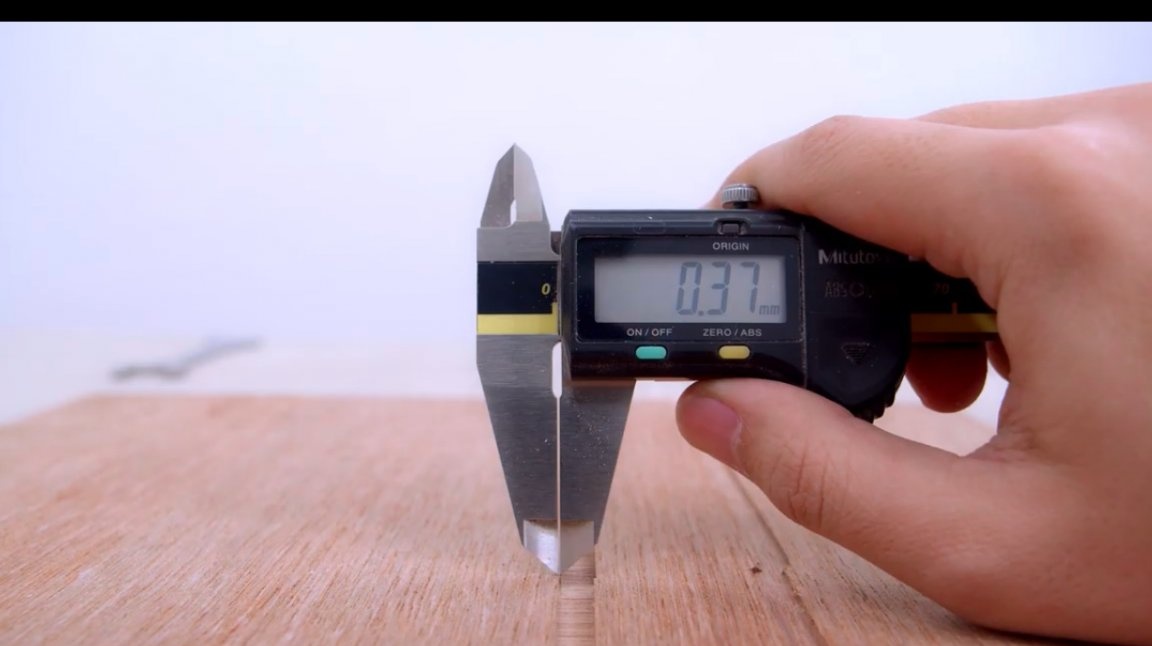
Ancak, usta bu 0.37 mm'nin nereden geldiğini bulmak istiyor? Ancak yerden, tabanın kendisinin boyut olarak küçük bir farkı vardır.


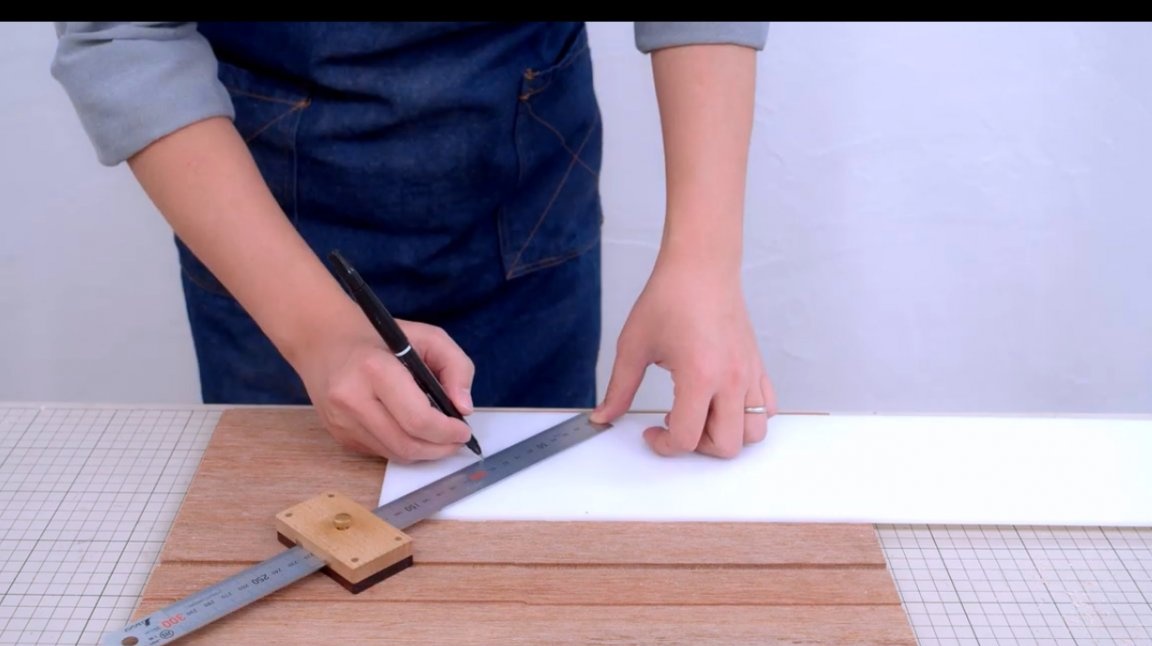
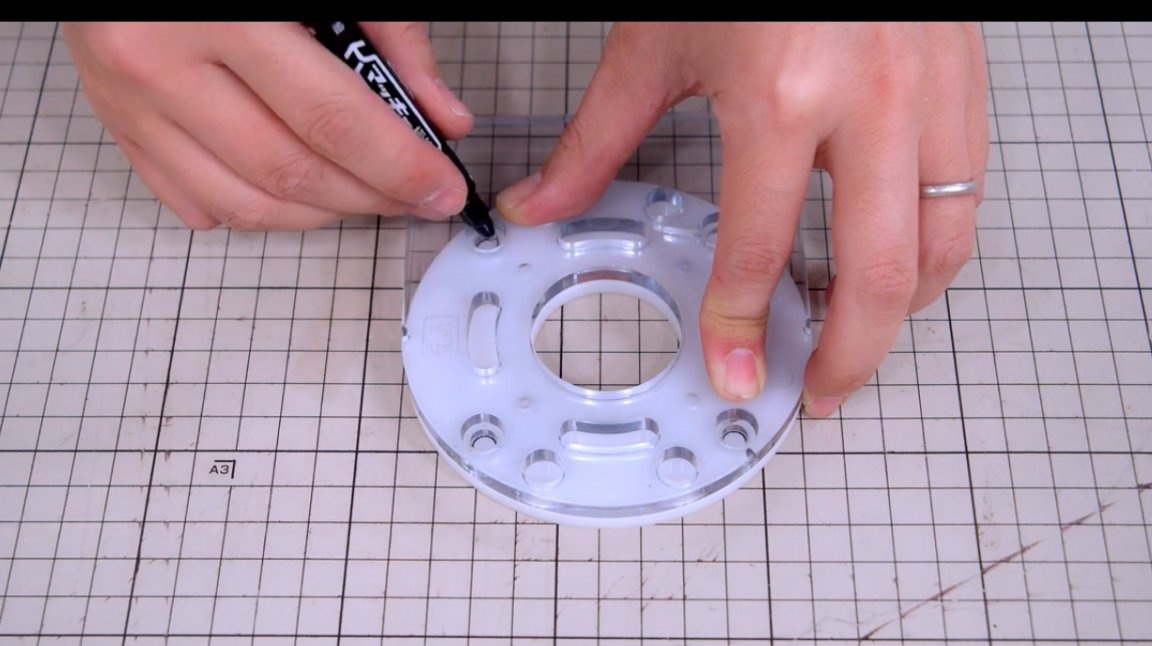
Mükemmeliyetçiler için yazar, pleksiglastan nasıl yeni bir taban yapacağınızı gösterecektir. Boşluğu tahtaya çift taraflı bant kullanarak yapıştırır.



Bir işaretleme mastarının yardımıyla, merkezi bulur ve pusula cetvelinin iğnesi için ince bir delik açar.

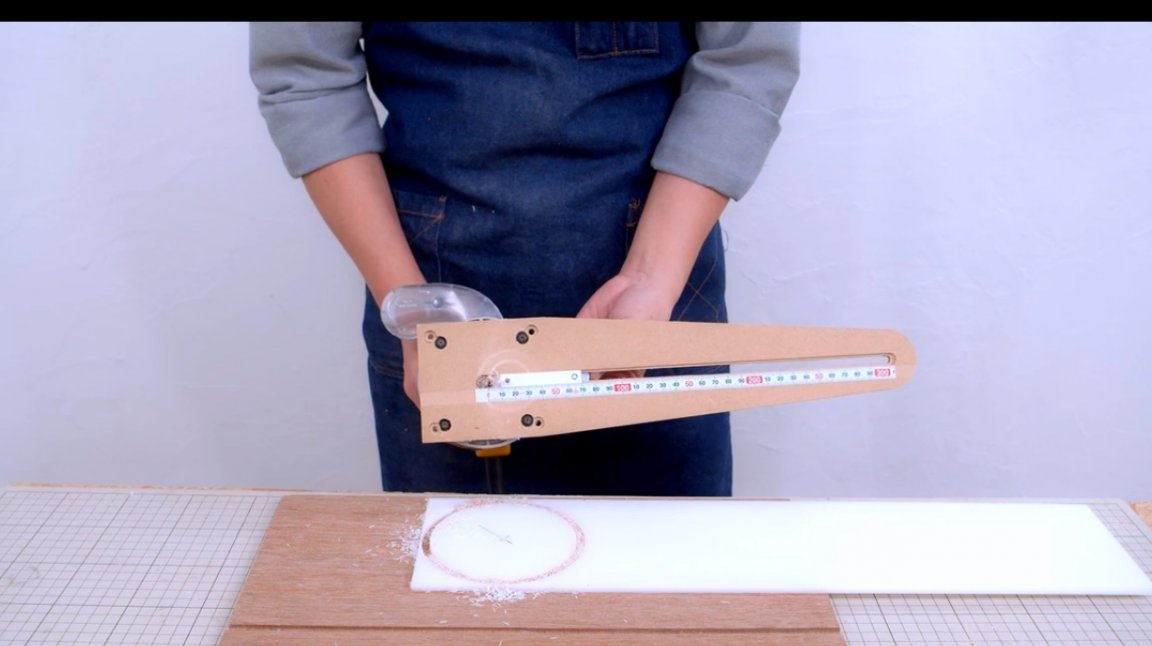
Ek olarak, freze bıçağına bir pusula vidalanır ve tabana eşit bir dış çapa sahip bir daire kesilir.


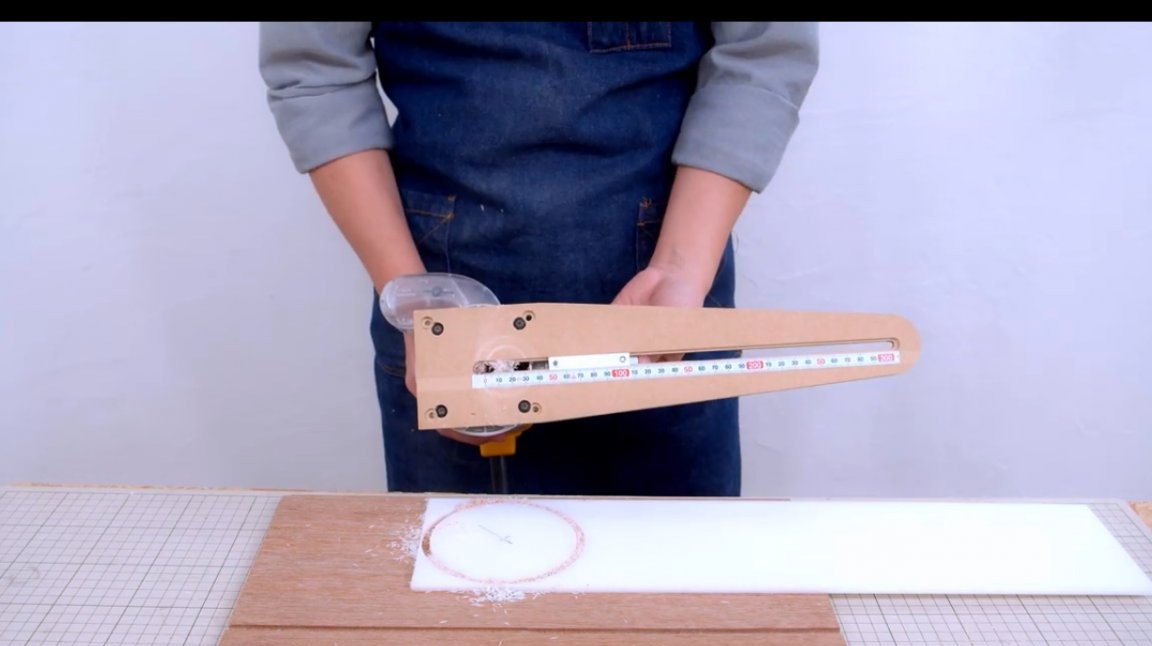
Cetveli kaydırdıktan sonra, bir iç delik açar.


İş parçasını soymak için, bir çözücü kullanabilirsiniz, birkaç saniye sonra onu çaba harcamadan ayırmanıza izin verecektir.


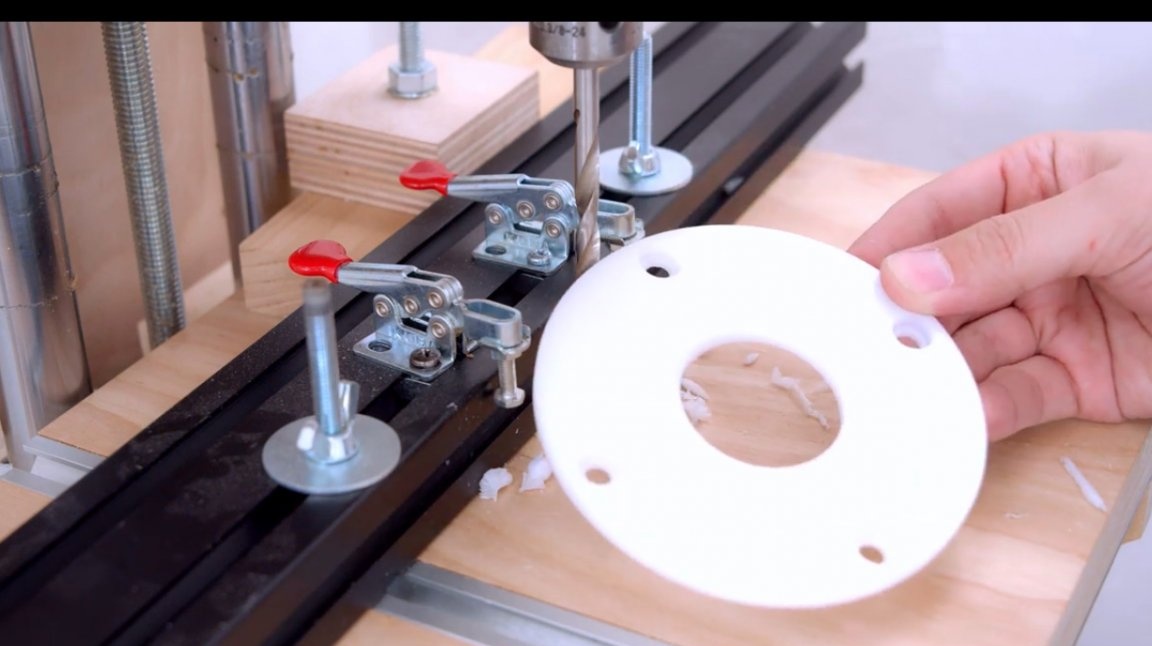
Ve işte yeni parçanın farklı taraflarının boyutları. Sapma minimaldir.


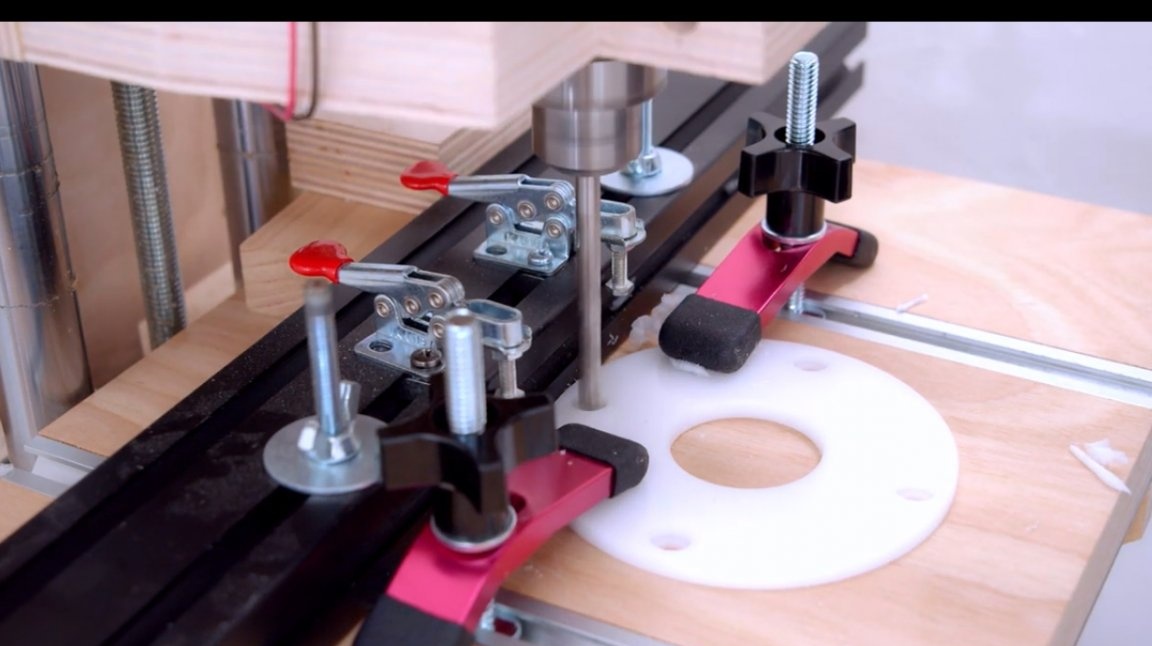
Merkezi deliğin kenarları, baskı yatağı olan bir yarıçap kesici tarafından yuvarlanır.


Orijinal tabandaki deliklerin işaretlenmesi yapılır.
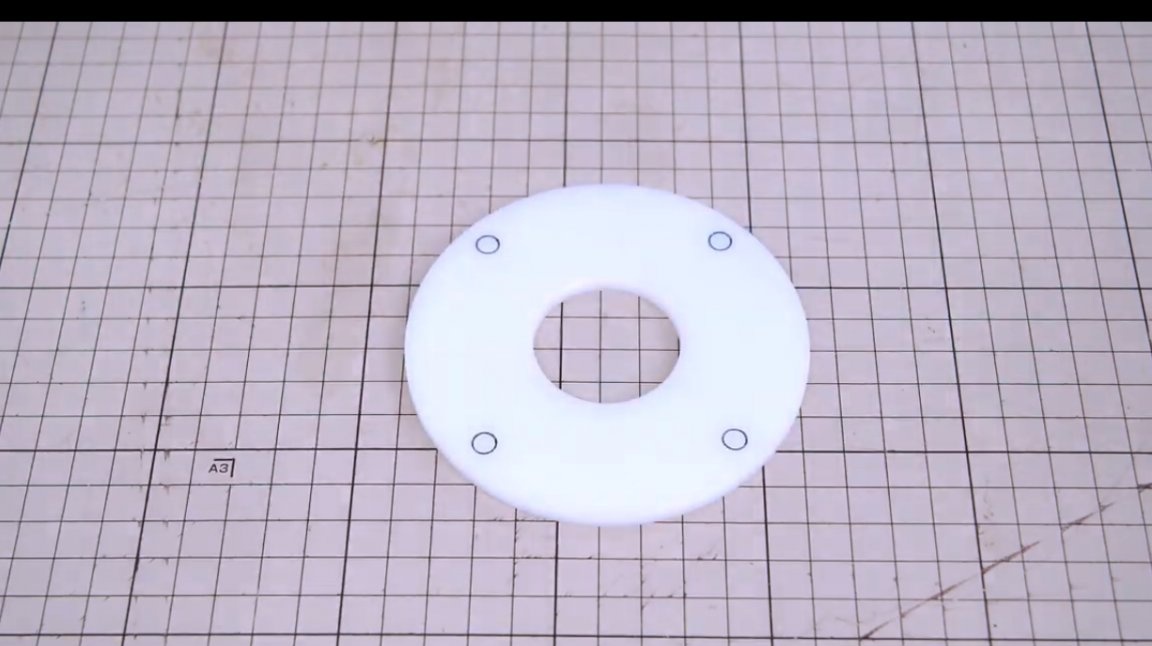
Ve deliklerin kendileri gömme ve delinmiştir.

Şimdi yeni tabanın kalibrasyon prosedürü tekrar gerçekleştirilir.



Peki, son kontrol, ve yine merkezde bir durak ile iki geçiş.



İki oluğun birleşimi mükemmel.



Bir el değirmeninin tabanını kalibre etmek için basit ama çok yararlı bir ipucu için yazara teşekkür ederim!
Tüm iyi ruh hali, iyi şanslar ve ilginç fikirler!
Yazar videosunu burada bulabilirsiniz.