


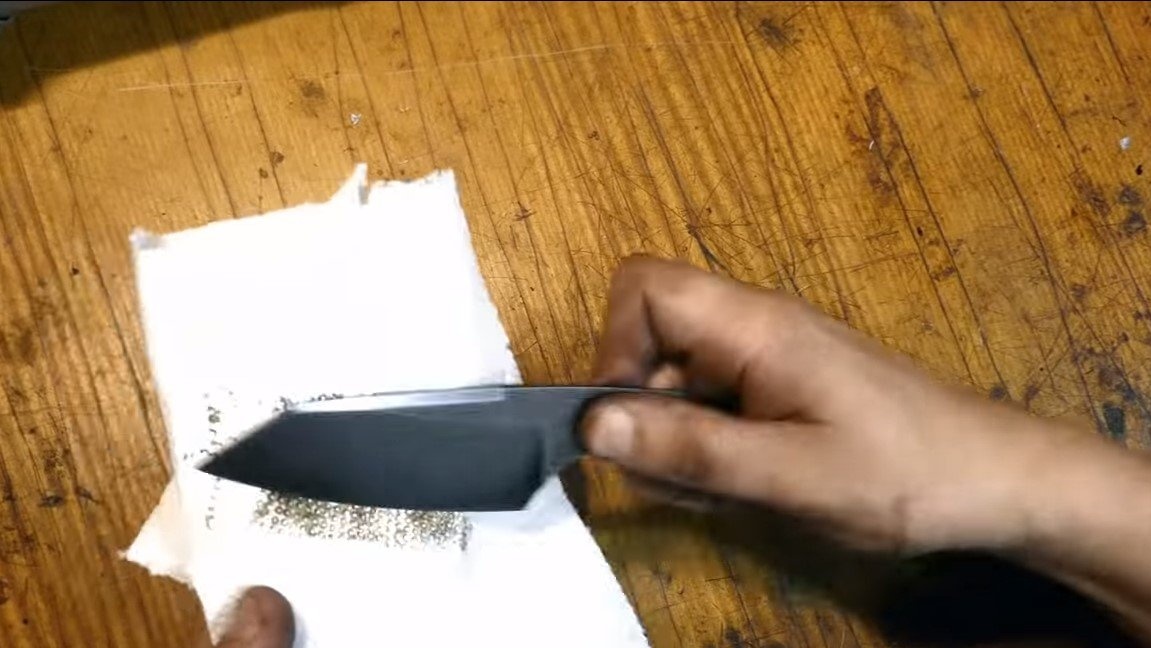
Tüm hayranları zanaat yapmaya davet ediyorum, bugün dövme olmadan çok dayanıklı bir bıçak yapmayı düşüneceğiz. Bir materyal olarak yazar karbon M2 paslanmaz çelik kullandı. Sertleştikten sonra bu çelik 63HRC sertliğe ulaşabilir, bıçak cam şişede kolayca çizikler bırakır. Yazar bıçağı temperlemedi, kaynak malzeme zaten tüm kurallara göre sertleştirilmiş ve serbest bırakılmıştır. Bıçak üretimi karmaşık değildir, ancak işleme için sadece elektrikli bir alete ihtiyacınız olacaktır, çünkü böyle bir çeliği bir dosyayla alamazsınız. Projeyle ilgileniyorsanız, daha ayrıntılı olarak çalışmayı öneriyorum!
Yazar tarafından kullanılan malzeme ve araçlar:
Malzeme Listesi:
- sertleştirilmiş çelik M2 sınıfı;
- G10 veya sap için benzer malzeme;
- pim veya çubuk olarak dekoratif vidalar;
- epoksi yapıştırıcı;
- ip.
Araç Listesi:
- Yuvarlanan makine (bir tornavida yazarından);
- katı çelik için özel matkaplı bir delme makinesi;
- kesme diskleri ve öğütme nozullarına sahip bir öğütücü;
- kayışlı zımpara;
- kağıt, kalem, makas, işaretleyici.
Bıçak yapma işlemi:
İlk adım. Birincil profil
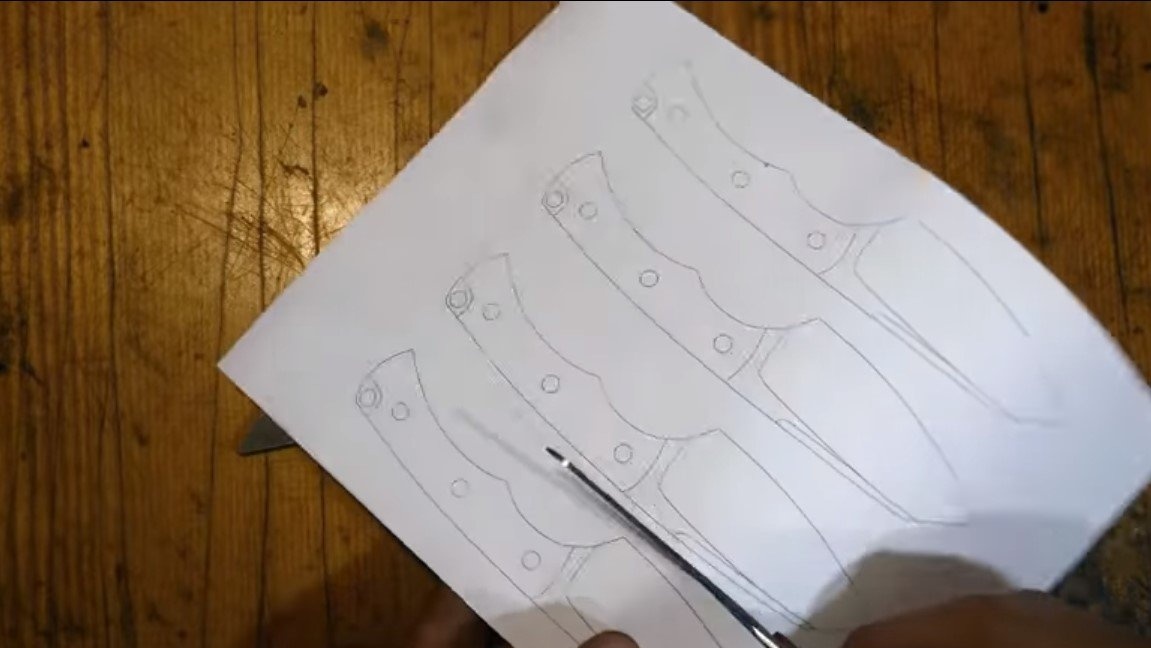
Her şeyden önce, gelecekteki bıçağın bir şablonunu kağıda çizmeliyiz. Çizimlerde her şey kötüyse, bitmiş projeyi İnternet'ten indirebilir ve bir yazıcıda yazdırabilirsiniz. Şablonu kağıttan kesip metale aktarıyoruz. Aktarmanın en kolay yolu, şablondan sprey kutusundan boyamaktır, sonuç olarak boyasız alanı kesmeniz gerekecektir.







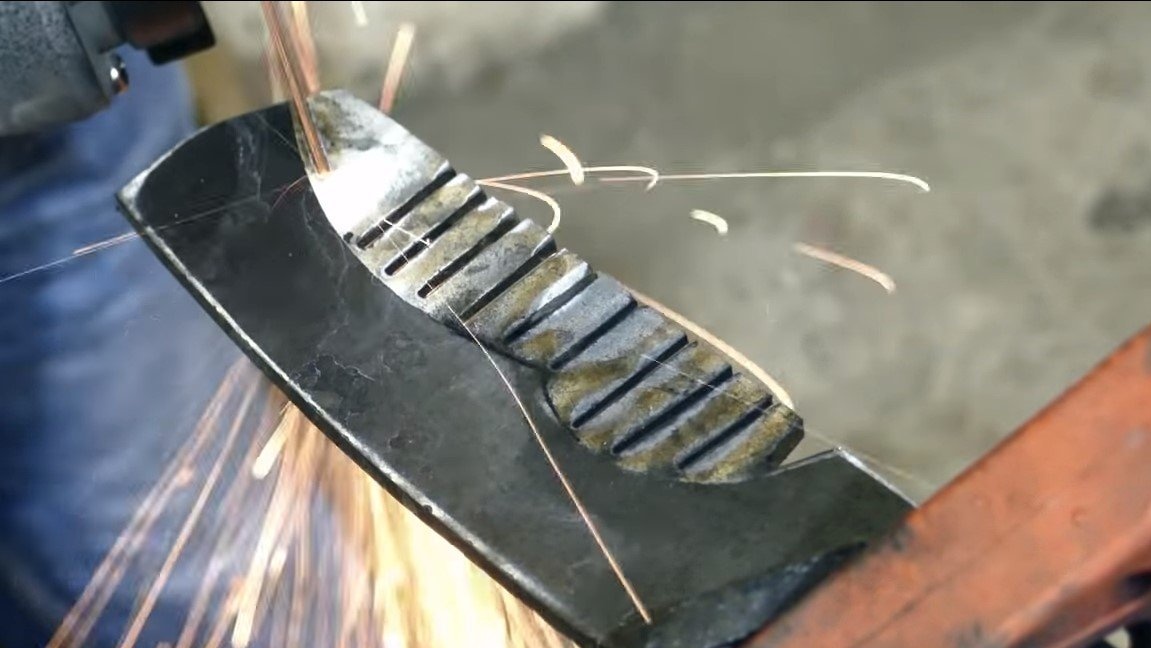
Kesme için yazar en sıradan öğütücüyü kullandı. Keserken, sertleştirilmiş çelikle çalıştığımızı hatırlamak önemlidir, aşırı ısınmamalıdır, aksi takdirde çelik o kadar zor olmaz. Çeliği sürekli olarak suyla sulayın, kaynarsa, çeliğin zaten 100 dereceden fazla ısıtıldığı ve kesim alanında bu sıcaklığın 300 derecenin tamamı olabileceği anlamına gelir, bu da kritik olabilir.
Yazar sorunlu alanları parçalara ayırıyor, ancak sonunda kalın bir taşlama diski yardımıyla konturdan geçiyoruz.
İkinci Adım Profilin son hassaslaştırılması ve eğim oluşumu
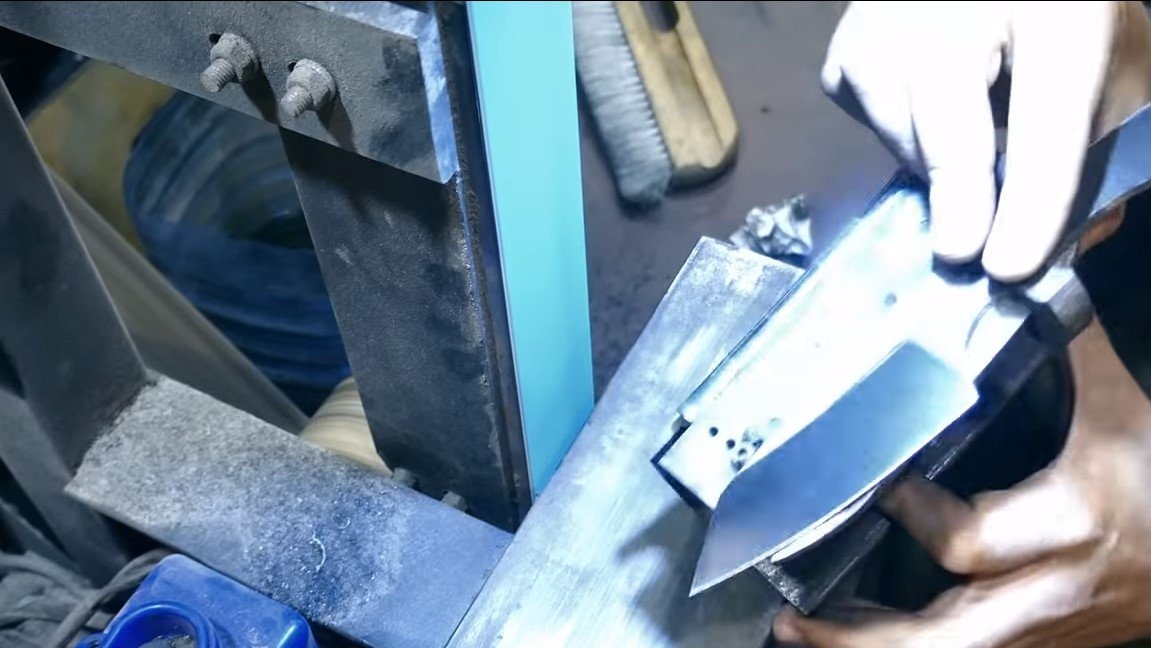
Yazar, bıçak profilinin son işlemesini bir bant zımpara makinesi üzerinde gerçekleştirdi. Virajlar ve diğer alanlar bir matkap veya başka bir elektrikli alet kullanılarak işlenebilir, dosya sertleştirilmiş çelik almaz.





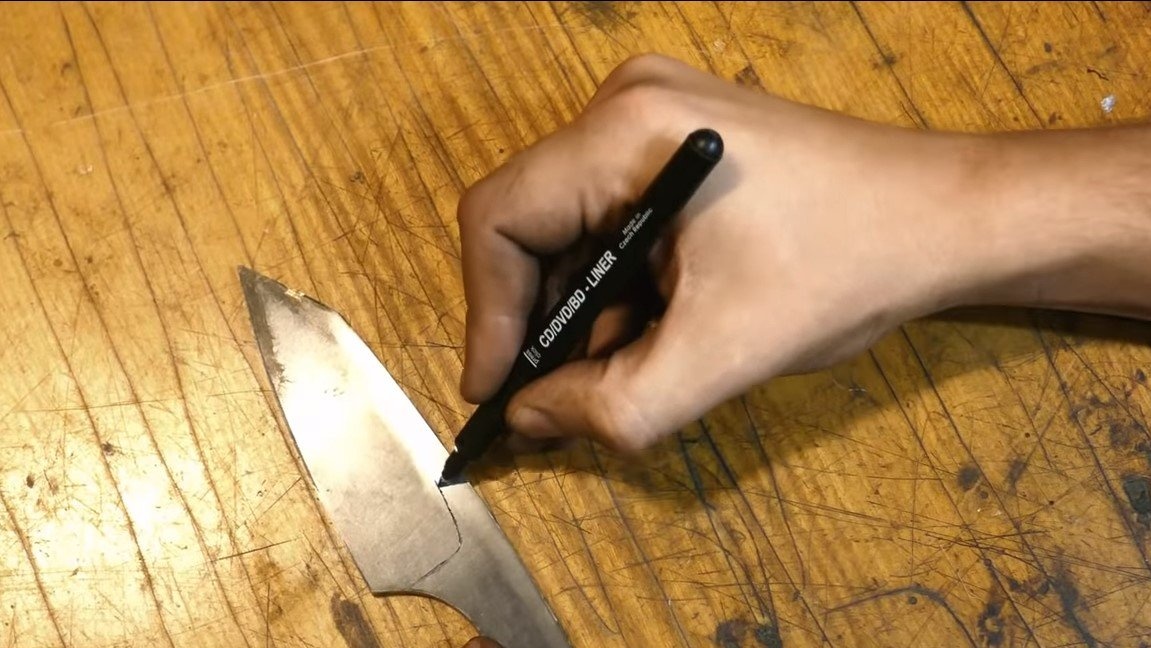



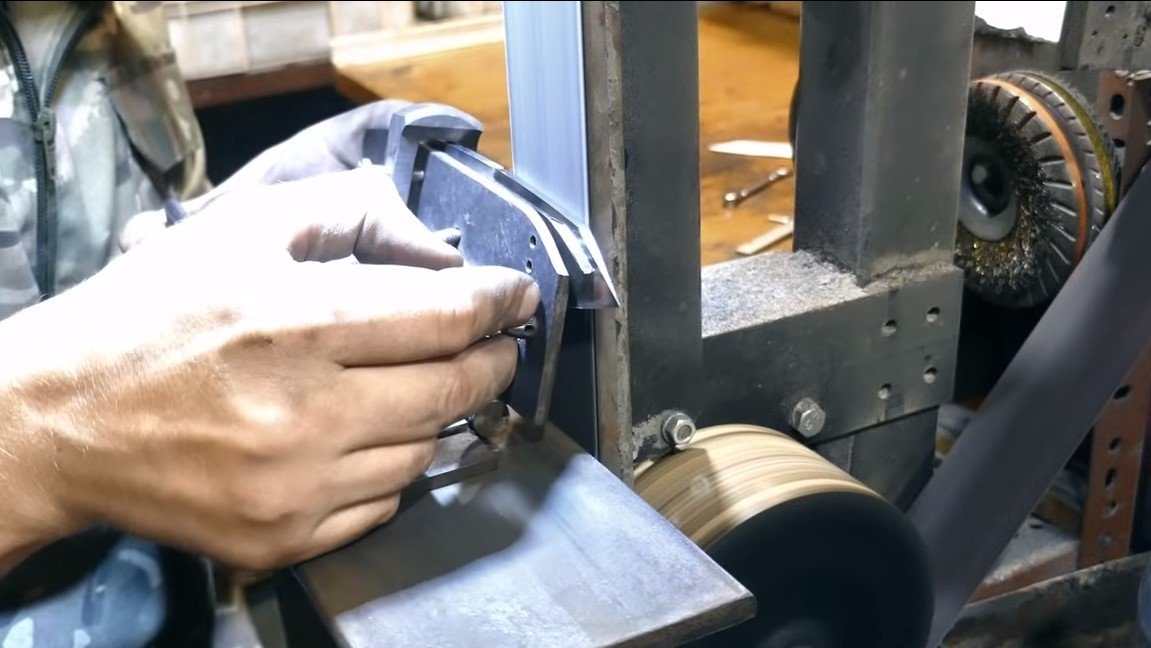
Ayrıca bıçak üzerindeki eğimleri oluştururuz, yeni başlayanlar için, eğimler oluşturulurken yönlendirilecek olan bıçak boyunca merkezi bir çizgi çizilmesi önerilir. Görev, uygun çaptaki bir kumpas veya matkap kullanılarak ele alınabilir. Eğimleri oluşturmak için yazarın bıçak için özel bir tutucusu vardır. Burada, çeliğin aşırı ısınmasının imkansız olduğunu tekrar hatırlamak önemlidir, onu sürekli suyla soğutuyoruz. Sonuç olarak, oldukça güçlü bir bıçak aldık, yazar onları büyük bir sertlik gösteren bir cam şişeyle çiziyor.
Üçüncü Adım açıklıklar
Kol alanında pimler ve kordon delikleri açılmalıdır. Bu görevle başa çıkmak için karbür uçlu özel matkaplara ihtiyacınız olacak. Bu matkap spiral değildir, genellikle üçgen şeklinde çok sert bir ucu olan bir çubuktur. Bu yüksek mukavemete rağmen, yazar sondaj makinesinde kolayca delik açabildi.
Böyle bir matkap çıkmazsa, sapın alanını bir gaz brülörü ile ısıtabilir ve böylece çeliği serbest bırakabilirsiniz. Tavlama işleminden sonra çelik geleneksel bir matkapla delinebilir.




Dördüncü Adım bindirmeleri
G10 malzemesi veya uygun bir epoksi döküm bloğu uygun olduğundan, tutamak için pedleri yaparız. Sentetik malzemelerin avantajı, dayanıklı olmaları ve sudan korkmamalarıdır.
Yazar barı kesti ve iki ped aldı, delikleri deliyoruz ve pedleri geçici pimlere takıyoruz. O zaman fazlalığı dikeriz veya keseriz. İsterseniz, astarı bitmiş bir forma getirebilir ve ancak o zaman yapıştırabilirsiniz.









Beşinci Adım Çelik işleme
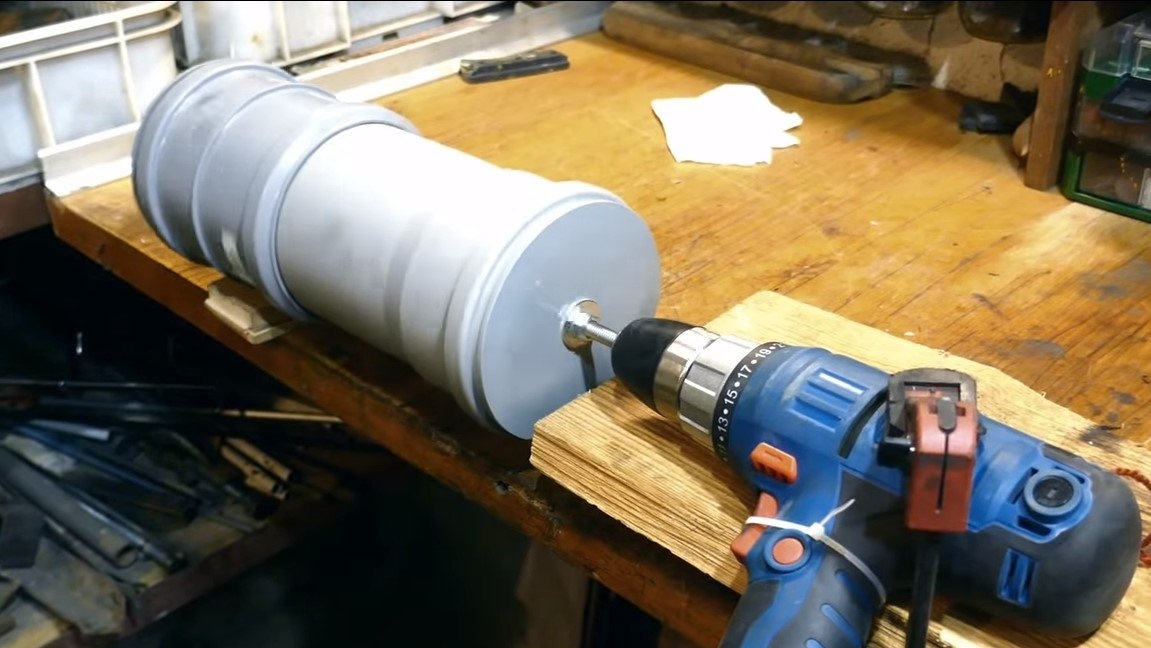
İstenirse, çelik ferrik klorürde dağlanabilir, sonuç olarak karanlık olur. Bununla birlikte, kullanılan çelik M2 zaten korozyona karşı dayanıklıdır, bu nedenle patina varlığı zaten herkes için bir zevk meselesidir. Yazar ferrik klorür içinde bir bıçak kazdı ve daha sonra bir yuvarlanan makineye gönderdi. Devrilme hızla sıhhi tesisat parçalarından yapıldı ve bir tornavida döndürüyor. Taşlar ve kum, bir yuvarlama makinesi için aşındırıcı olarak kullanılabilir. Sonuç olarak, işlemeden sonra yazar bıçak üzerinde oldukça güzel bir çizim yaptı.






Altıncı Adım Tutamak montajı
Pedleri bıçağın sapına takıyoruz, yazar her şeyi çabuk kuruyan epoksi yapıştırıcı ile yapıştırıyor. Pimler olarak çeşitli saplamalar, cıvatalar ve hatta çiviler kullanabilirsiniz. Reçinenin sertleşmesinden sonra sapın son profilini oluştururuz. Burada bir kayışlı zımpara makinesinin yanı sıra matkap ve zımpara kağıdı da kurtarmaya gelecek. Sentetik astarların emprenye edilmesine gerek yoktur ve ahşap kullanılıyorsa, yağı emdirdiğinizden emin olun.







Yedinci adım. final
Sonunda, yazar dekoratif bir örgülü kordon yaptı; kendisi de boncuk yaptı. Böyle bir bıçak için kın yapmak yanlış olmayacaktır, böylece kemerinizde güvenle taşıyabilirsiniz. Hepsi bu ev yapımı ürün hazır, umarım projeyi beğenmişsindir ve kendin için yararlı düşünceler bulmuşsundur. İyi şanslar ve yaratıcı ilham, bunu tekrarlamaya karar verirseniz, fikirlerinizi ve ev yapımı şeyleri bizimle paylaşmayı unutmayın!







