Bu, freze mengenesini freze tablasında tutmak için basit kelepçeler oluşturmaya yönelik bir kılavuzdur.
Yukarıdaki fotoğrafta gösterilen freze yardımcısı, bu kelepçelerin yazarının çalışmasında kullandığı bir satın alma seçeneğidir. Bu küçük mengene, birçok çevrimiçi mağaza tarafından satılan sıkma oluklu vidasız bir araçtır.
Adım 1: Tasarım
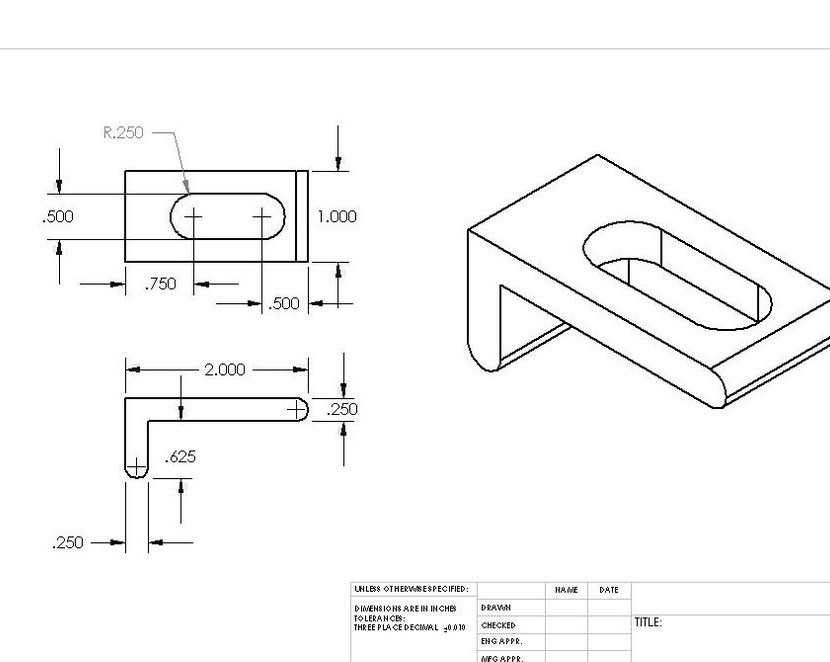
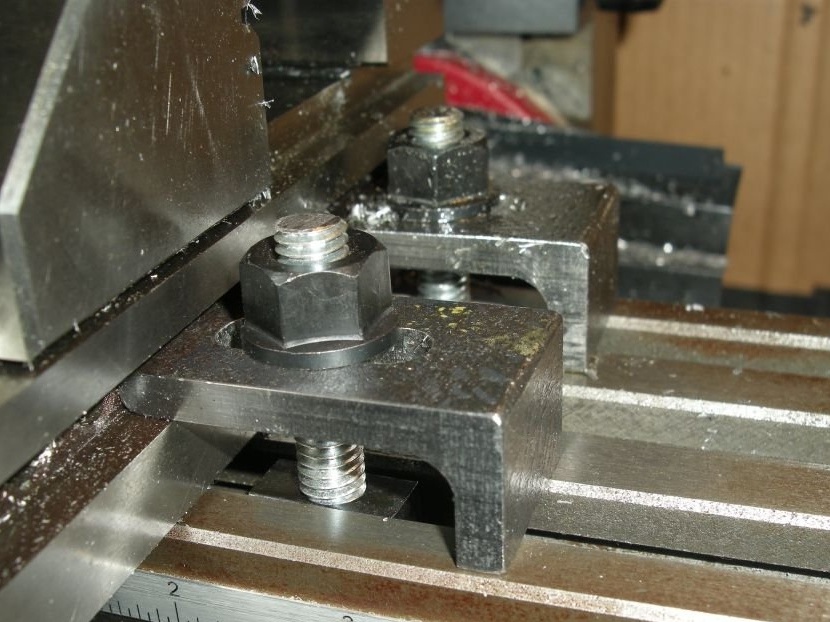
Mengene kenetleme oluğunun alt yüzeyi tablanın yaklaşık 14 mm üzerindedir ve kenetleme oluğunun üst yüzeyi alt yüzeyin yaklaşık 7 mm üzerindedir.
Yazar kelepçeler yapıyor - çoğu usta gibi bir çeşit hurda metalden bir mengene. Stok kalınlığı 6 mm. Her bir taraf yaklaşık 50 mm uzunluğundadır (dış köşeden “ayağın” kenarına).
Kelepçelerin imalatında gerekli olacak ilave malzemeler, T şeklinde bir somun, flanş somunu ve saplama, yaklaşık 50 mm uzunluğunda 9 mm iplik ile.
ekler:
demir kelepçe braketi
Adım 2: Kaba Demir


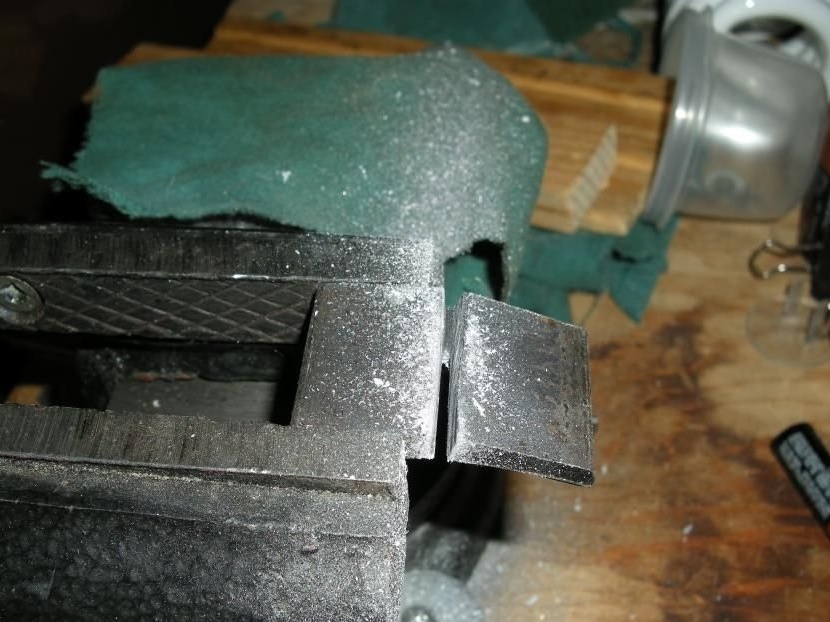

Bir açılı taşlama makinesinde aşındırıcı bir kesme tekerleği kullanan yazar, doğru boyutta bir köşeyi kesti. Kendini iyi kesti, ama çok ısındı ve bu nedenle masanın plastik kısmını eritti ...
Her durumda, yazar demir köşeden yaklaşık 25 mm genişliğinde bir parça kesmeyi başardı. Kesin boyut çok önemli değil.
Sonra bu köşenin uzun bir “bacağının” küçük bir kısmını kesti. Ortaya çıkan köşeden bir kelepçe yapılacaktır. Yazar bir öğütücü ve plastik bir masa ile bir ders öğrendi ve bu kesimi metal için bir demir testeresi ile yaptı.
3. Adım: Uzun Kenarları Temizle

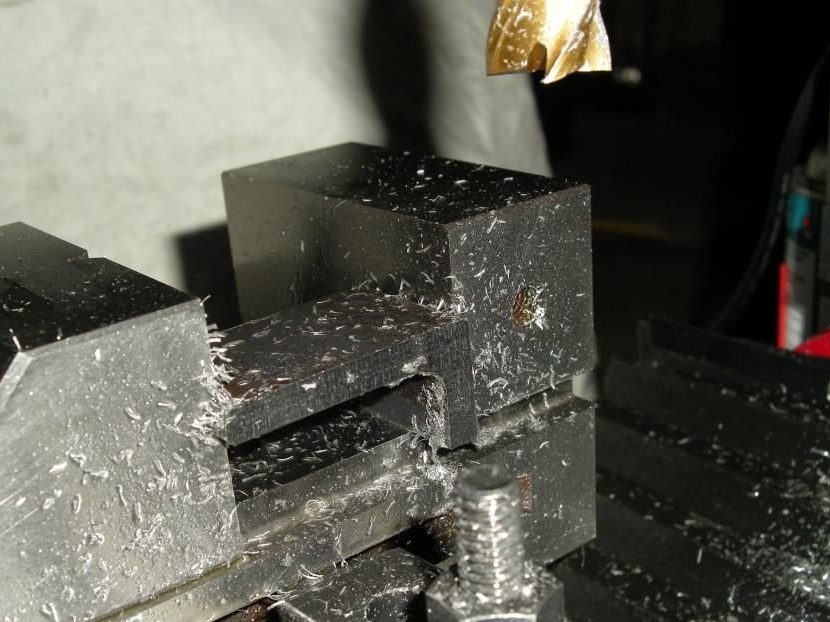

Yazar, bir freze mengenesine demir bir köşe yerleştirdi ve düzgün ve eşit bir şekilde tüm uzunluk boyunca pürüzsüz kenarları frezeledi (ve bu ölçüm çok önemli olmasa da, biraz boyutta).
Şekiller, bir köşenin iki ucunu frezelemek için bir mengenenin kurulumunu göstermektedir. Köşenin yuvarlatılmış uzun ucu, mengenenin hareketli çenesindeki yatay V-şekilli oyuğa oturur. Öğüttüğü kenar 6 mm dışarı çıkıyor. bir mengene kenarından. Bu kurulum oldukça güvenliydi.
Köşede en çıkıntı yapan bölgeyi bulmak için iş parçasını görsel olarak değerlendiren yazar, bu noktada kesiciye dikkatle dokundu. Daha sonra önden arkaya Y ekseni yönünde metal kesmek için geçişler yapmaya başladı, bu nedenle her geçiş normal freze modunda yapıldı (şimdi kaldırırken öğütmekten kaçınıyor). Her geçiş yaklaşık 0.25 mm temizlendi. iş parçasının çıkıntılı kısımları üzerine yerleştirin. Sonunda, iş parçasının tüm yüzeyini kesti ve daha sonra 0.125 mm'lik bir son kesim yaptı. Bu köşede frezeleme tamamlandı.
Yaklaşık 800 rpm hızında dönen 19 mm'lik 4 kanallı bir freze makinesi kullandı. Besleme hızı muhtemelen dakikada 5 veya 7 idi. Kesme derinliği (her kesim) yaklaşık 0.25 mm idi. Bazen, kesim sırasında yazar WD-40'ı kesici ve iş parçasına püskürtdü.
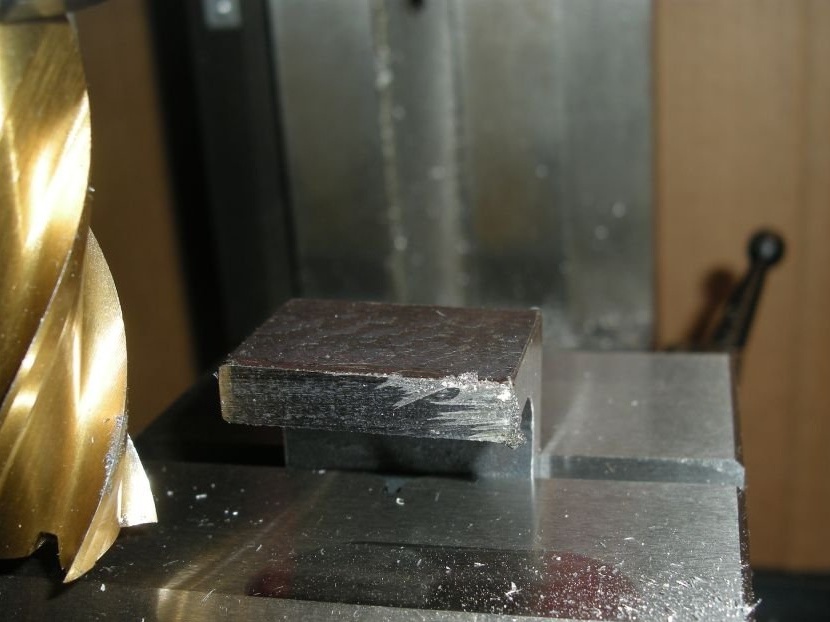
İkinci uzun kenarı öğütmek için yazar, boşluğu ters çevirdi (ikinci şekilde gösterildiği gibi). V-oluğunun mengenede yeri ve kısa rafın uzunluğu bunun yapılmasına izin verir.
Adım 4: Kısa köşe rafının ucunu frezeleyin

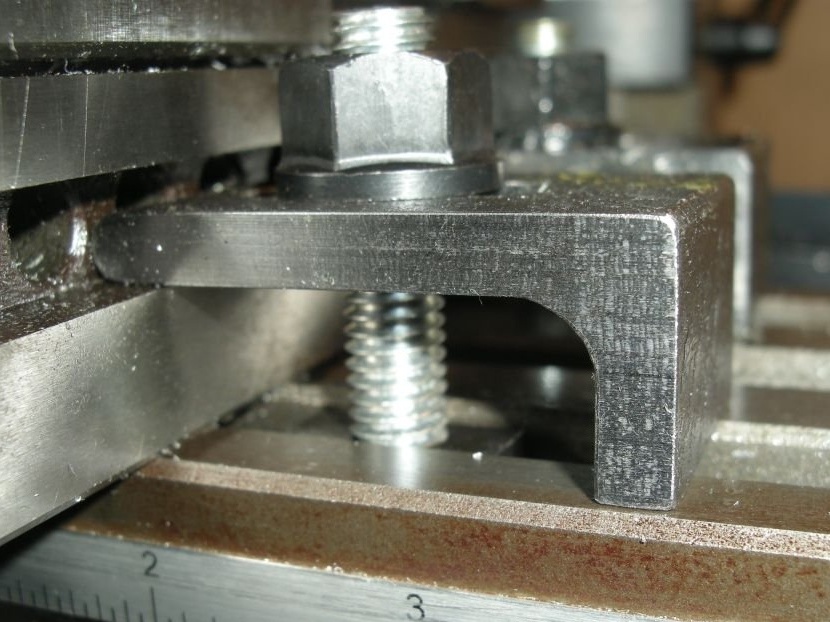
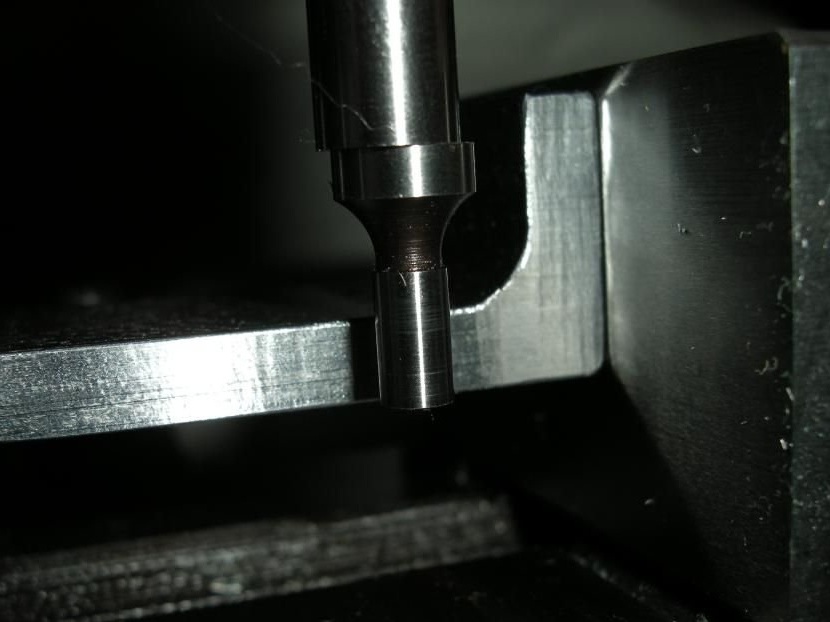
Daha sonra yazar, gelecekteki kelepçenin kısa kısmını, freze masasına dayanacak kısmı öğüttü. Bu işlem köşenin destek kısmının temizlenmesine ve böylece kelepçenin çalışma yüksekliğinin ayarlanmasına yardımcı oldu. Bu belki de en önemli boyuttur, ancak burada bile bazı düzeltmelere yer vardır.
Yazar, iş parçasının “köşesinin uzun rafını” bir mengeneye sıkıştırdı, köşenin düz kısmını sıkıştırmaya çalıştı ve kalınlığın daha büyük tarafa dönüştüğü köşeye yakın değil, böylece köşe güçlendirildi. Gücü dengeli tutmak ve mengenenin hareketli kısmını bükmekten kaçınmak için mengenenin ortasına bir köşe koydu.
Köşenin destek kısmının istenen şekline (şekle göre) 21 mm'dir.
İlk olarak, köşenin kısa flanşının destekleyici kısmını, 3. adımda uzun kenarları hizaladığı gibi bir kesiciyle çıkararak hizaladı (kesicinin Y yerine X ekseni boyunca hareketi hariç).
Parça, destek parçasının tüm tabanı boyunca düz hale gelir gelmez, yazar kısa rafın yüksekliğini bir sürgülü kumpas kullanarak ölçtü, önce destek yüzeylerini bir bezle sildi, böylece talaşlar okumaları değiştirmedi. Bu ölçüm ne kadar malzemenin çıkarılması gerektiğini gösterdi. Yazar, yaklaşık 0.5 mm'ye ulaşana kadar 0.25 mm kesitli malzeme vurdu. Sonra tekrar ölçtü ve 0.125 mm hassasiyete ulaşıncaya kadar küçük bölümler yaptı. Yazar bu göstergeleri durdurdu.
5. Adım: Köşe parçası frezeleme bitti

Bu fotoğrafta, bu parçanın üç yüzü de yumuşatılır ve istenen boyuta ayarlanır.
6. Adım

Yazar bunu yaptı.
İş parçası yaklaşık olarak merkezde mengenedayken çok iyidir, çünkü mengenenin hareketli kısmına eşit sıkma ve bükülme kuvveti verir.
Yazar bu kısımdaki kesimin kelepçenin ortasında olmasını istiyor, bu nedenle kelepçenin gerçek genişliğini ölçtü, kenarı belirledi ve iş milini kelepçenin X ekseninin ortasına yerleştirdi.
Burada X ekseni kılavuzunu sabitlemek gerekir, çünkü hareket Y ve Z eksenlerinde gerçekleşir.
Adım 7: Çentiğin yerini bulma
Köşenin “iç kısmına” dokunun ve aletin yarıçapını telafi etmeyi unutmayın.
Adım 8: Delik Delme


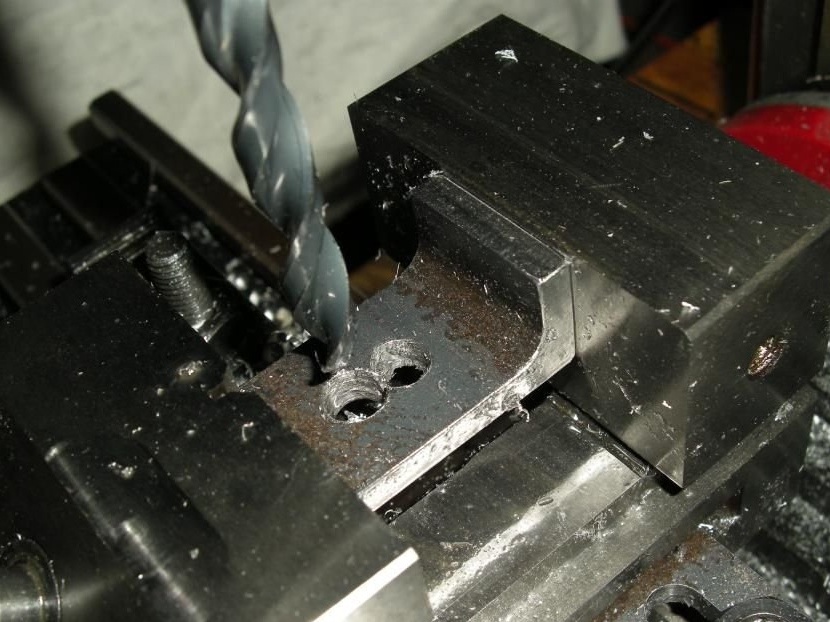
Matkapların keskinleştirilmesi değirmenlere göre daha kolaydır, bu nedenle yazar gelecekteki oluk için metalin çoğunu seçmek için delikler açar. İlk delik için küçük bir matkapla (yaklaşık 6 mm) başladı, sonra 9 mm'ye çıkardı.
Yazar delmeyi bitirdiğinde, kelepçenin ortasında 9 mm çapında üç kenarı vardı, bunların kenarları birbirine dokundu.
Adım 9: Oluk Yapımı Bitir
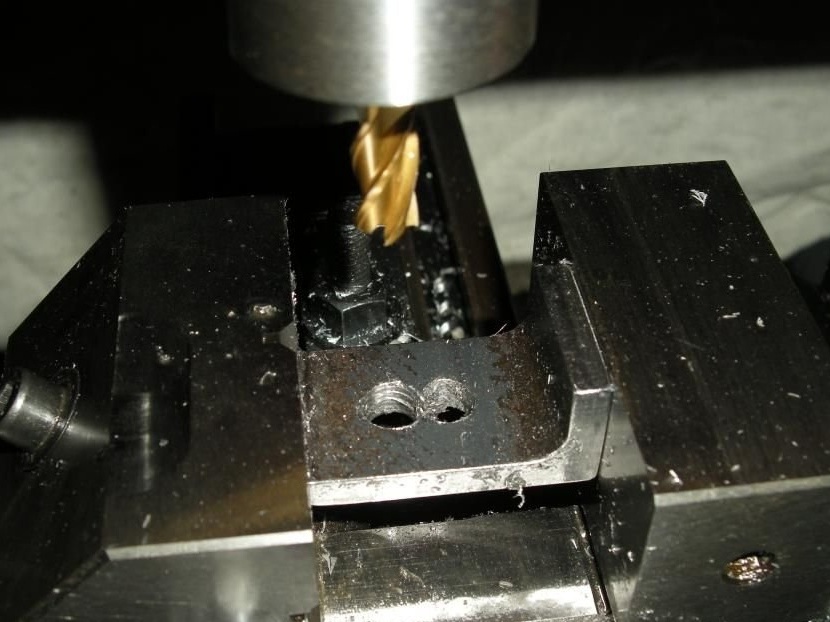
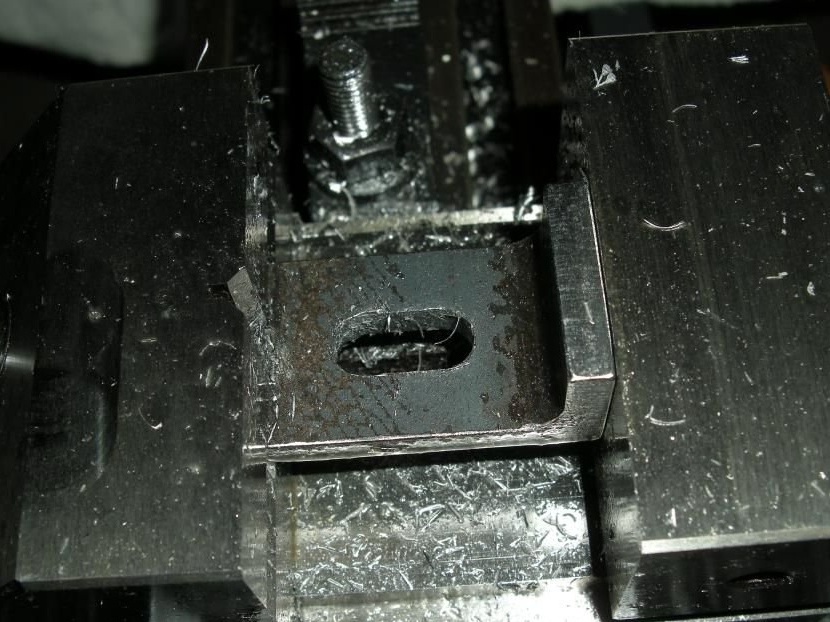
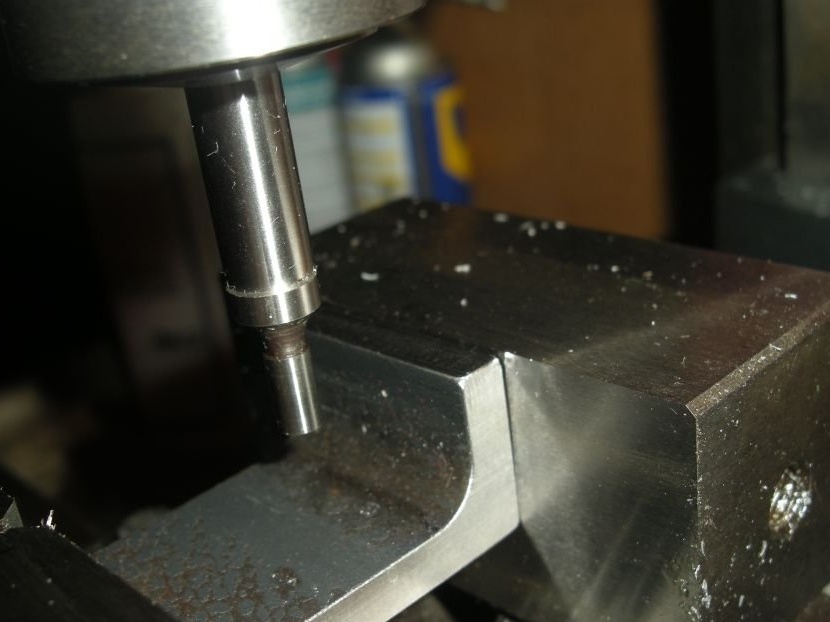
Daha sonra yazar 9 mm çapında bir kesici kullandı ve bir dizi deliği gerçek bir oluğa dönüştürmek için. Mili çalıştırarak, kesiciyi (ortada kesmek için) oluğun bir ucundaki mevcut deliğe indirdi, sonra diğer uçtaki deliğe taşıdı. Kesiciyi yiv içinde ileri geri hareket ettirdi, her geçişte yaklaşık 1.250 mm aşağı inerek, sonuna kadar gitti.
Daha sonra yuvayı yaklaşık 1.250 mm kadar genişletti, kesiciyi bir spiral içinde hareket ettirerek, yuvanın tüm duvarını yaklaşık 0.25 mm'lik bir kesme derinliği ile kesti.Rutin frezeleme yapmak için spirali saat yönünde kesti.
(Not: Bu adımdaki fotoğraflarda, yazar önceden delinmiş iki delikli daha kısa bir oluk yapmaya çalıştığı bir köşe gösterir. Daha uzun bir oluk tercih edilmesine rağmen iyi çalışır.)
Adım 10: Saplama Hazırlama
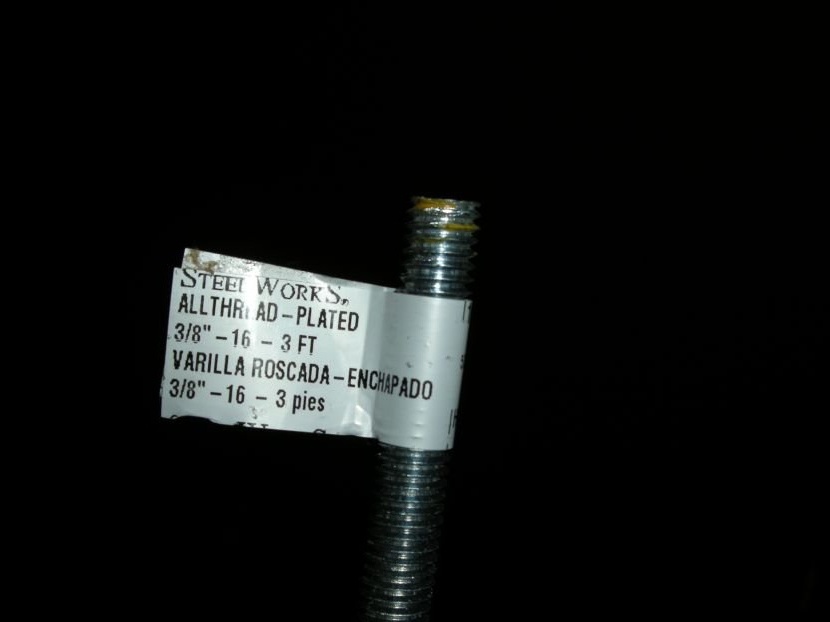


Yazar, 9 mm'lik bir iplik ile bir saplama satın aldı.
Demir testeresi ile bir saç tokasından gerekli uzunlukta bir parça kesti ve kenarları bir dosya ile temizledi.
Adım 11: Kelepçe hazır