


Usta oyma ile ilgileniyor ve bit yapmaya ihtiyacı vardı. Satışta çeşitli bitler var, ancak gerçek şu ki zamanla donuklaşıyor ve aynı açıdan biraz keskinleştirmek sorunlu. Sonra usta bitleri kendi başına yapmaya karar verdi. Ayrıca, çeşitli şekillerin bitleri. Ancak, bit yapmadan önce, master aracın keskinleştirileceği şablonlar yapar.
Araçlar ve malzemeler:
-Akril;
-10 mm somunlu cıvata;
- Çapı ¾ olan yumuşak çelikten bir çubuk;
-Bant testere makinesi;
-Nozhovka;
-Sverla;
-Metchiki;
- Dosyalar;
- Delme makinesi;
-USHM;
- Elmas kaplı dosyalar;
- Elmas kaplamalı taşlama diskleri;



Birinci Adım: Teori
Bit üretimi için, usta yüksek hızlı çeliklerin veya tungsten karbür kütüklerin kullanılmasını tavsiye eder. İçlerindeki fark, tungsten karbürün daha kırılgan olması, ancak daha uzun keskinleştirme gerektirmemesidir.
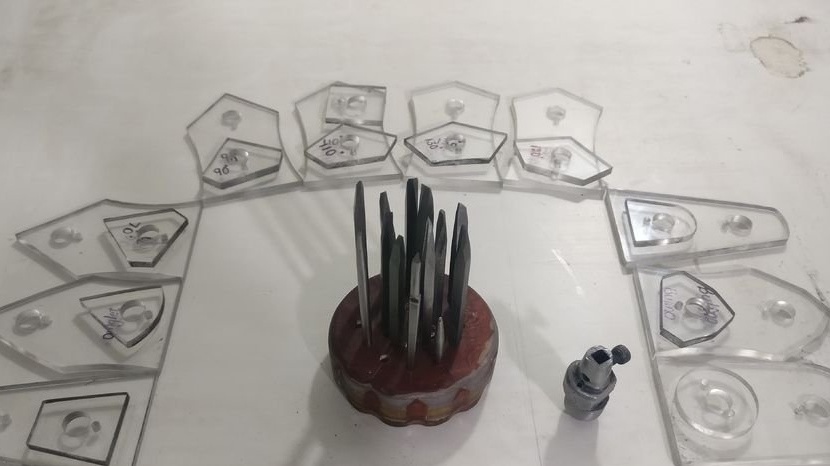
Birçok farklı bit deseni, farklı şekiller ve keskinleştirme vardır. Sihirbaz en popüler olanı ayrıştırır.
V Noktası Oymacıları elmas şeklindeki bir yüzeye sahip, ancak daha keskin bir açıya sahip. Arka plan malzemelerini, gölgelendirmeyi, kırpma sınırlarını ve şekilleri kaldırmak için kullanılırlar. Böylece, açıları 70, 90, 96, 105, 110, 120 ve 130 derece arasında değişen tüm oymacılar v-noktası oymacılara dahil edilir. Her bir usta farklı gravürcülerle çalışmayı tercih eder, ancak yazara göre, 90 dereceden az açılara sahip gravürcülerin kırılma olasılığı daha yüksektir. Bu parçalara biraz dikkat etmelisin.
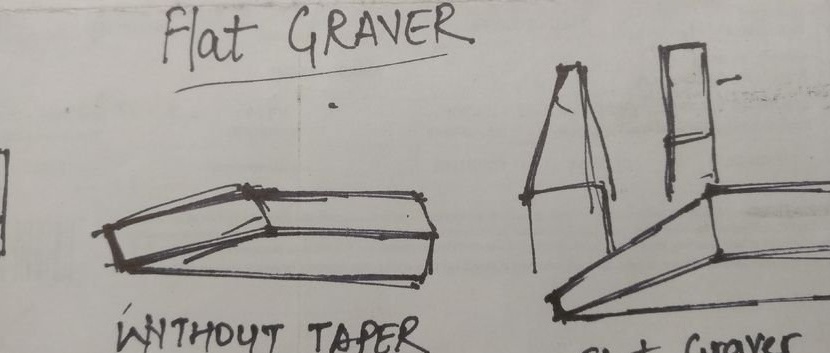
Düz gravürcüler paralel veya hafif konik kenarları olan düz bir kesme kenarına sahiptir. Arka planı tekstüre etmek, yazıtları kesmek ve aynı genişlikte kesme çizgileri için kullanılırlar. Kakma için hafif sivri kenarlı düz kesici dişler de kullanılır.
Yuvarlak uçlar paralel veya hafif konik kenarları olan yuvarlak bir kesici kenara sahiptir. Genellikle gravür veya kovalarken pürüzsüz eğrileri kesmek için kullanılırlar.
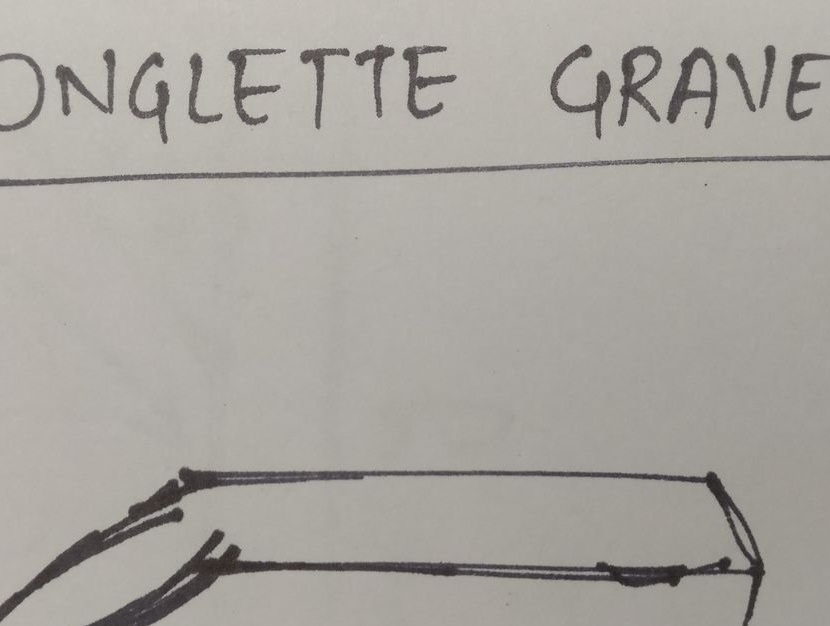
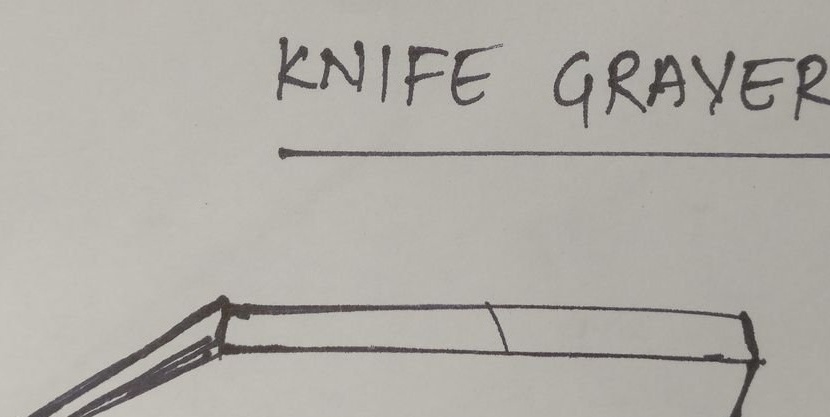
Onglette ucu ince noktalara ve kavisli taraflara uyan bir kesme kenarına sahiptir.Taş, gravür, yazı ve kakma ayarlamak için kullanılırlar. Düzgün eğrileri ve ince çizgileri kesmek için idealdir.
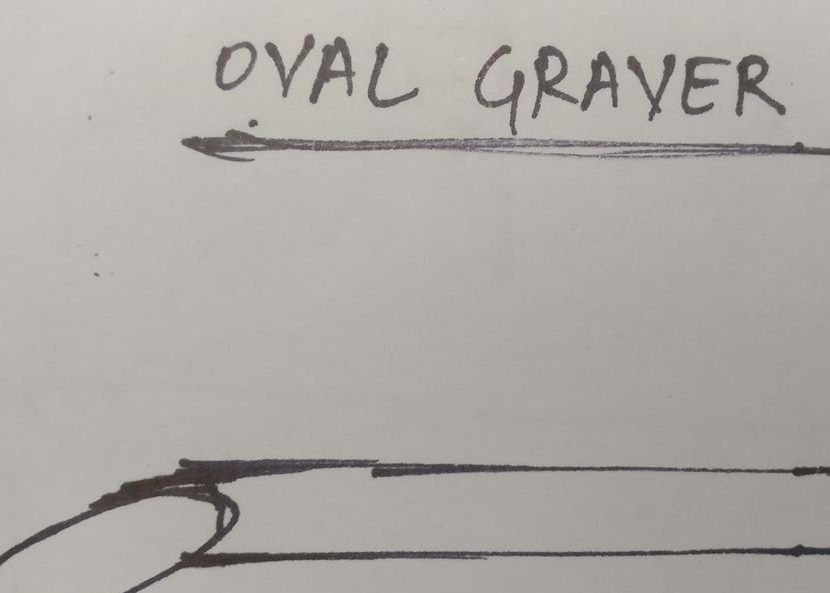
Oval oymacılar, kavisli bir kesme kenarına sahip oval bir şekle sahiptir. Kavisli yüzeylerin gölgelenmesi, derin kesim ve bazı yazı stilleri için yararlıdırlar.
Üçgen bitler çok keskin bir noktaya doğru sivrilen düz kenarlara sahiptir. Derin, dar kesimler üretirler, bu da ince çizgileri gravürlemek ve fazla metali çıkarmak için idealdir.


Metallerin gravürü manuel olarak, bir yarasa ve bir çekiç kullanılarak veya bir oymacı kullanılarak gerçekleştirilir.
Bitleri seçerken aşağıdaki parametreler de önemlidir.
Oymacı uzunluğu. Manuel gravür için, el ile tutma ve bir çekiç kullanımı dikkate alınarak uçlar uzun olmalıdır.
Bileme açısı genellikle 30-60 derece (V-Noktası bitleri hariç).
İkinci Adım: Şablon
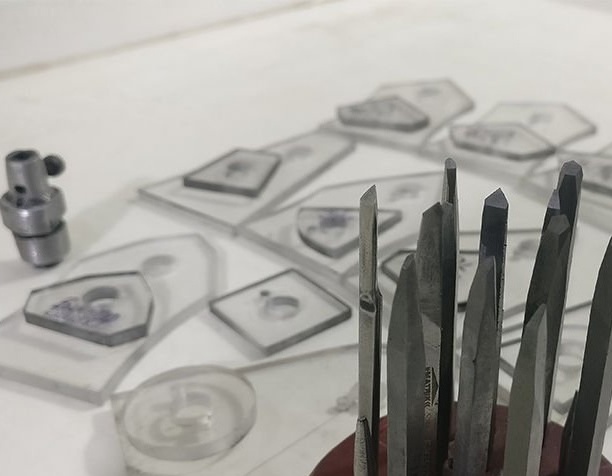
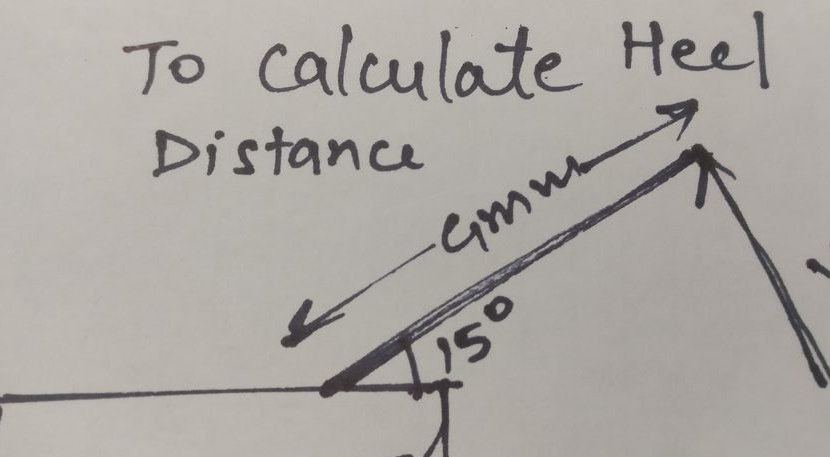
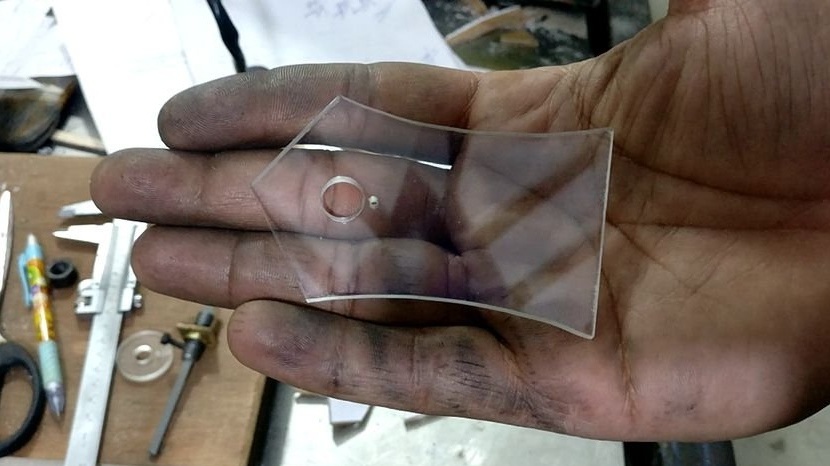
İhtiyaçlarına göre, usta ihtiyaç duyduğu şablonları geliştirir. Şablonlar kullanıldığında, bitler belirli bir açıda keskinleştirilir. Şablon açıları hesaplanırken, elmas kaplı öğütme plakasının kalınlığı dikkate alınmalıdır.


Şablonların çizimlerini kağıda yazdırır ve keser.

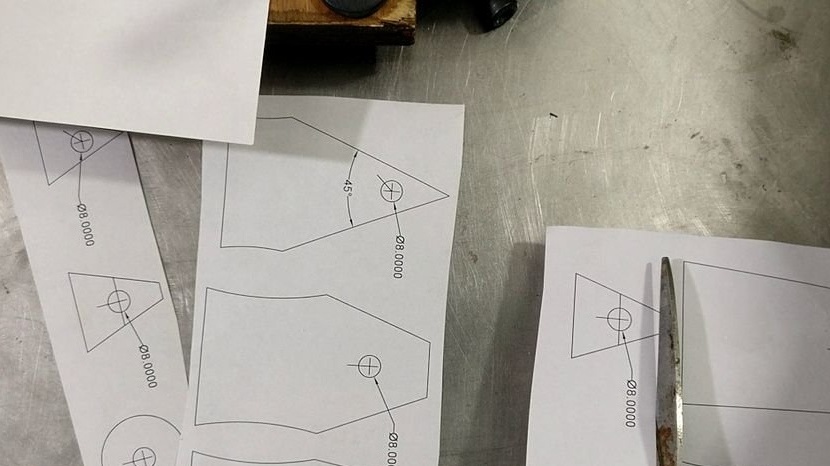
Akrilik üzerine yapışır.
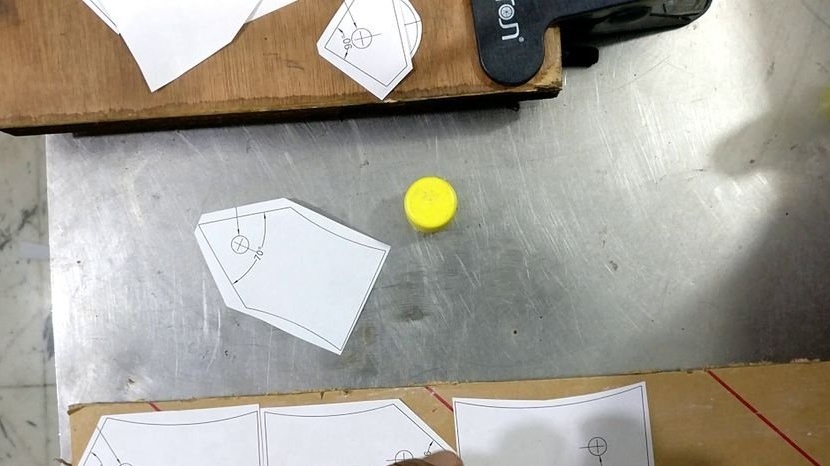
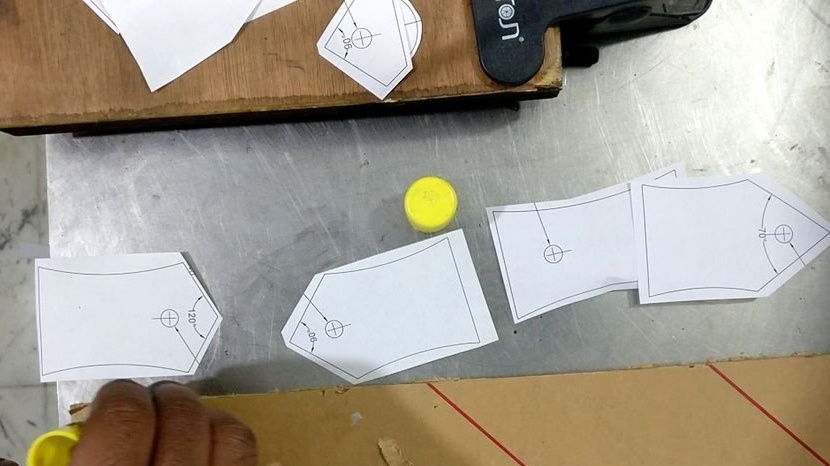

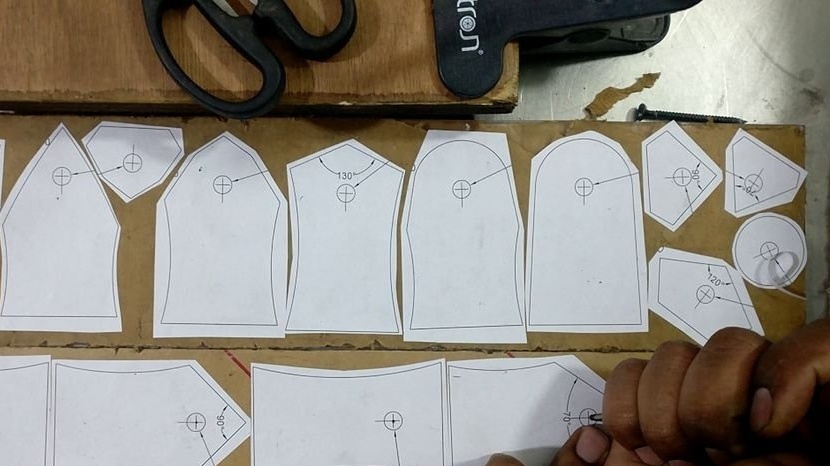

Desenleri keser, bitirir.



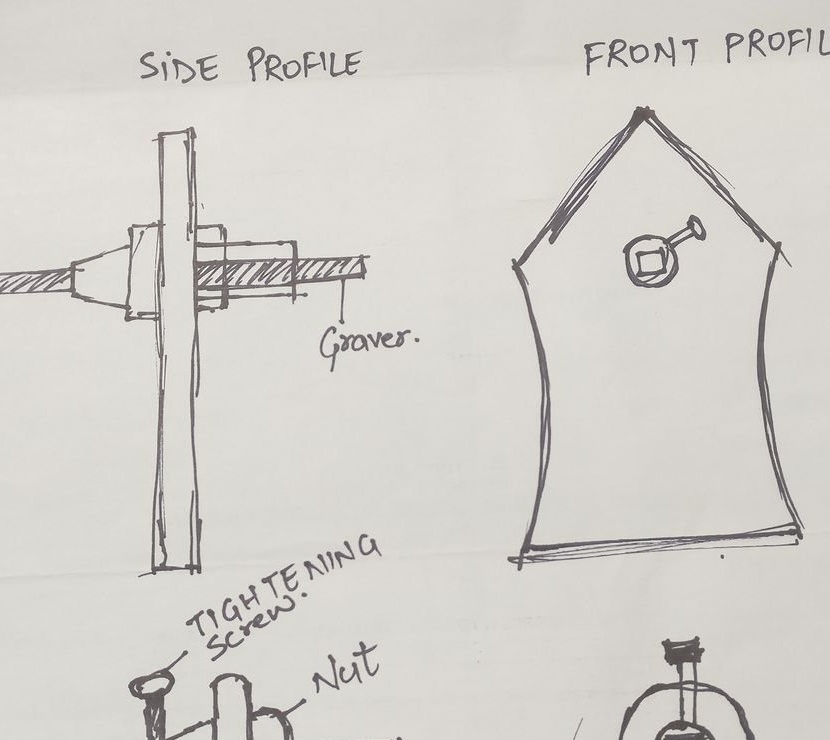
Üçüncü Adım: Bit Tutucu
Master, tutucuyu metal silindirik bir boşluktan yaptı. Boyutuna göre kesin.

Uç parçanın ortasındaki bir deliği işaretler ve deler. İpliği keser.







Cıvatayı sıkın. Cıvatanın merkezine bir delik açılır. Tutucunun diğer ucundan, dosya yuvarlak bir delikten kare bir delik açar. Tutucunun yan yüzeyinde, iç deliğe deliklerden delinir. İpliği keser. Uçtan deliğe bir bit sokulur ve yanına vidalanan bir vida ile sabitlenir.






Daha sonra usta tutucuyu öğütür, boyutunu azaltır.

Her akrilik şablonun iki deliği vardır. Tutucuyu monte etmek için bir delik, ikincisi şablonu tutucular üzerine sabitlemek için. Master tutucu üzerinde bir delik açar ve ipliği keser.







Dördüncü Adım: Ahize
Keskinleştirme sırasında açıyı korumak için, şablondan bitin kenarına olan mesafe 50 mm olmalıdır. Cetveli her seferinde kullanmamak için, usta ölçmek için 5 cm uzunluğunda bir tüp keser.




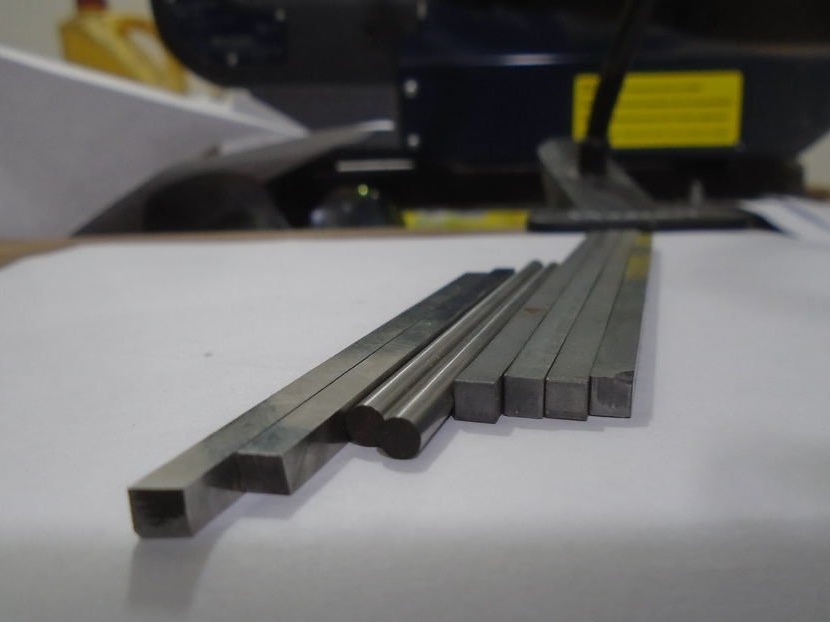
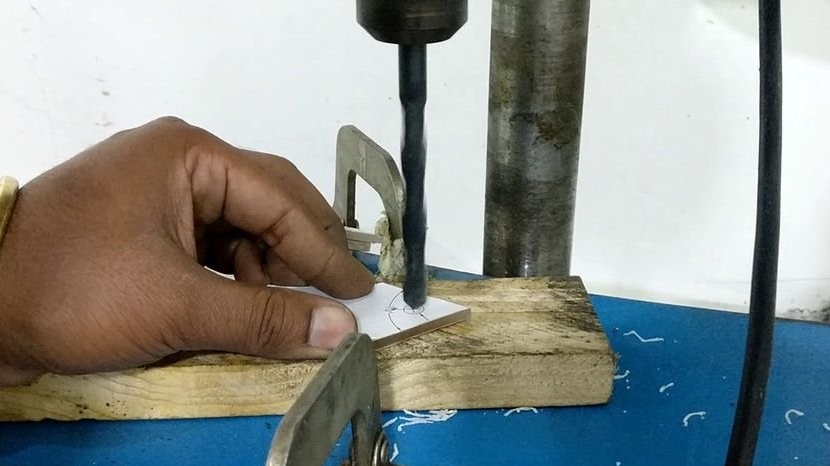
Beşinci Adım: bit boşlukları
Boyutuna göre iş parçası bitlerini dilimler. Cila.






Altıncı Adım: Uçları Keskinleştirin
Biti tutucuya takmak için, tutucuya bir şablon monte edilir. Ayrıca, bitin yüzünü elmas plakaya ve masa yüzeyindeki şablonu dinlendirerek sola ve sağa çevirerek, bit keskinleşir.




Bitin çalışma kısmını oluşturduktan sonra, usta onu parlatır.





Şimdi bitin arkasını şekillendirmeye ve gravürcünün tutucuya takmaya devam ediyor.


Herşey hazır.




Şablon, tutucu ve bit yapma sürecinin tamamı videoda görülebilir.