
Herkese iyi günler. Herkes bu günlerde iyi şeylerin hiç ucuz olmadığını biliyor ve araçlar istisna değil. Ancak birçok araç yapılabilir kendin yap ve mevcut malzemelerden. Ve Techno Cracy kanalının yazarı bunu bize gösterecek. Bugün, sıradan bir eski dosyadan, yazar Meisel denilen bir el tornalama aracı yapacak. Ve bu iş için, usta kasıtlı olarak elektrikli matkap hariç herhangi bir elektrikli aleti kullanmayacak ve hatta o zaman sadece sapta bir delik açmak için kullanmayacaktır. (Ama elektrikli matkap olmadan yapabilirsiniz.)
Ana araç:
Metal dosya
dosya
mengene
törpü
Zımpara kağıdı
İletki ile cetvel
Marker ve basit kalem
Bir parça düz kağıt
Bileme makinesi
Makine yağı

Ve ayrıca bir brülöre ihtiyacınız var.

Kutuyu gazla püskürtün.

Epoksi yapıştırıcı.

Ve demir klorür.
Malzemeler: ideal olarak kil gereklidir, ancak yazar buna sahip değildi ve bu nedenle kil yerine çimento bazlı macun kullandı.

Sovyet dosyası.

Sıhhi tesisat armatürleri.

Çekiç için sap.

Alkol lekesi.

Mineral yağ.

Ve çelik örgü teli.

Dosya işleme hakkında biraz. Dosya, söndürme ile ve söndürmeden iki şekilde işlenebilir. Bu yöntemlerin her birinin artıları ve eksileri vardır. Dosya normal çalışma koşullarında sertleştirilir. Bu nedenle, manuel olarak işlemek mümkün değildir. Bu, tekrar yapışmayan yöntemdir. Sadece dosyayı olduğu gibi alın ve bir açılı taşlama veya taşlama kullanarak işleyin, bu yöntemin ana koşulu metali aşırı ısıtmamaktır. Aksi takdirde, en azından: metal tavlama gerçekleşecek ve yeniden sertleştirme gerekli olacaktır, ancak maksimum olarak: tamamen çökecektir. Bu, bu yöntemin ana dezavantajıdır, geleceği bozar ev yapımı çok kolay. Keskin bir uç yakmak özellikle kolaydır ve bu, metalle deneylerine yeni başladığında yazara bir kereden fazla oldu. Ve bu nedenle, acı bir deneyim ile öğretilen, şimdi yazar manuel metal işlemenin sadık bir destekçisidir. Metalin manuel işleme için iyi borç vermesi için yazar tatilini yapar.(Metalurjide metal yapının yeniden kristalleşmesi ve yumuşaması sırasında tavlama, ısıl işlem olarak adlandırılırlar.) Basitçe söylemek gerekirse, metal ısınır ve saniyeler içinde soğuduğunda, soğutmanın tersine ısınır ve yavaşça soğur. Dosyayı içinde bırakmak için ev koşullar altında, geleneksel bir gaz brülörü yeterlidir. Dosyayı bir mengene içinde tutarak, daha fazla işlenecek yeri iyice ısıttı. Ancak ortaya çıktığı gibi, dosya sert bir somuntu ve brülörün gücü oldukça zayıftı ve usta zar zor farkedilir bir koyu kiraz rengine kadar ısıtmayı başardı.



Ama neyse ki yazar için, bu çeliği daha yumuşak hale getirmek için yeterliydi ve basit bir tezgah aracıyla işlenebilir.

Yazar parçayı 45 derecelik bir açıyla kestikten sonra. Bu, klasik meiselin sahip olduğu açıdır.

Bu, yazar tarafından yapılan ilk tornalama aracı olacaktır. Bu nedenle, yazar, her zamanki klasik meisel parametrelerine bağlı kalarak üretecektir.

Yazar dürüstçe, tornalama takımlarının ne kadar çabuk aşındığına dair hiçbir fikri olmadığını itiraf etti, ancak usta sekiz saatlik bir vardiya için makinenin arkasında durmayacak ve bu nedenle gelecekteki aracın çalışma kısmının uzunluğunu 100 mm yapmaya karar verdi.

İş parçasını mükemmel bir şekilde mükemmel bir şekilde kesmek her zaman mümkün değildir, bu nedenle yazarın bir sonraki adımı kesme kenarını hizalamaktır.


Bundan sonra, yamaçları oluşturmanız gerekir. İş parçasının kalınlığını ölçerek 6,5 mm'dir.

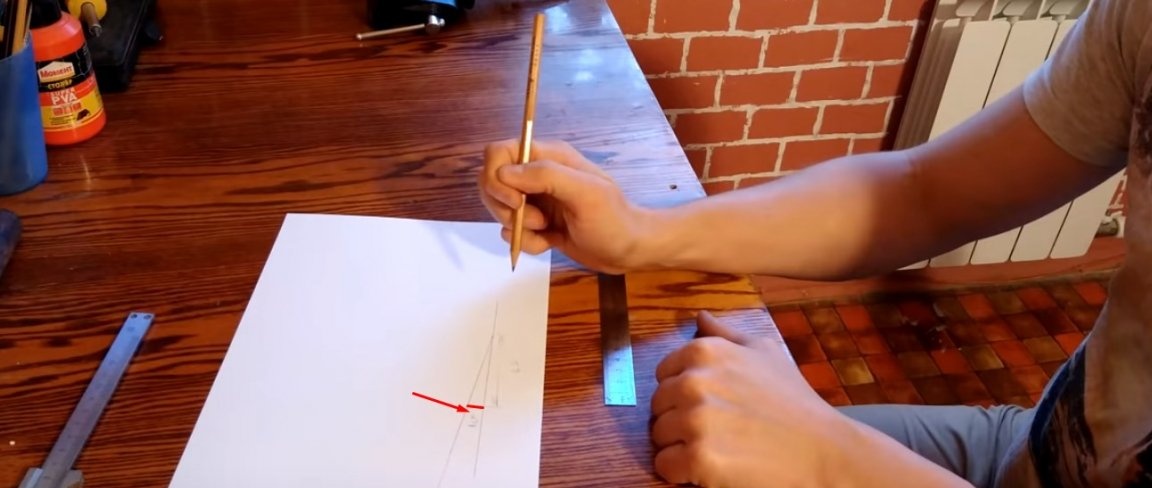
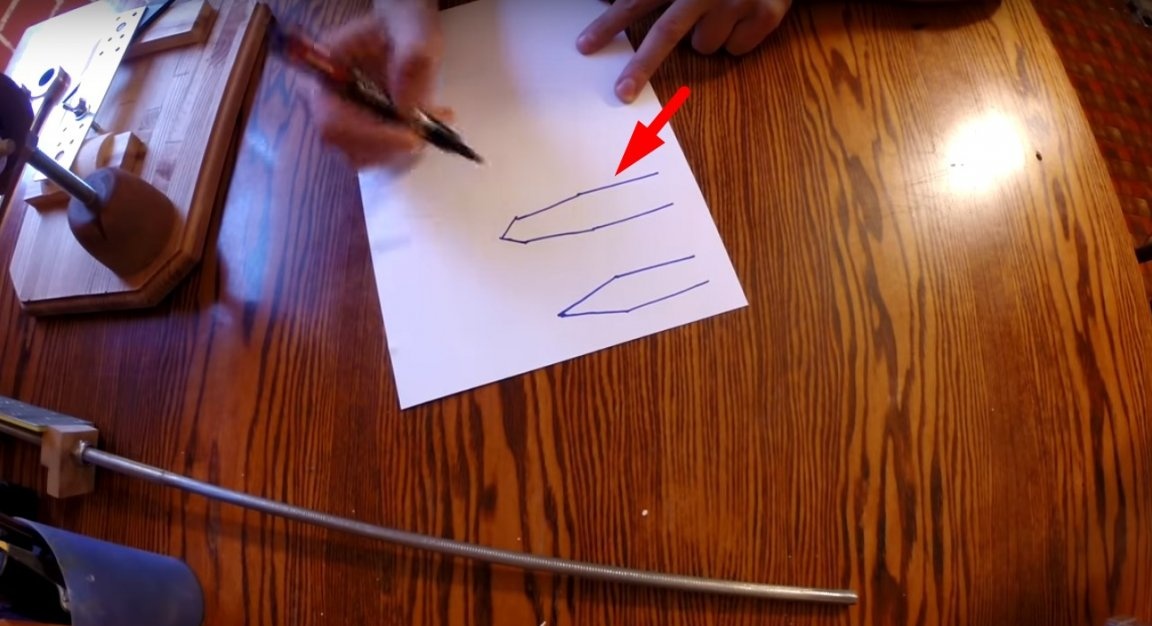
Yazar, 10 derecelik bir açıyla iniş yapmayı planlıyor. Başlangıç olarak, tüm hesaplamayı kağıt üzerinde yapacak. Bunu yapmak için düz bir çizgi çizdi.

Ve üzerindeki noktayı işaretledi.

Sonra 10 derecelik açıyı ölçtü ve başka bir düz çizgi çizdi.

Böyle bir üçgen ortaya çıktı.

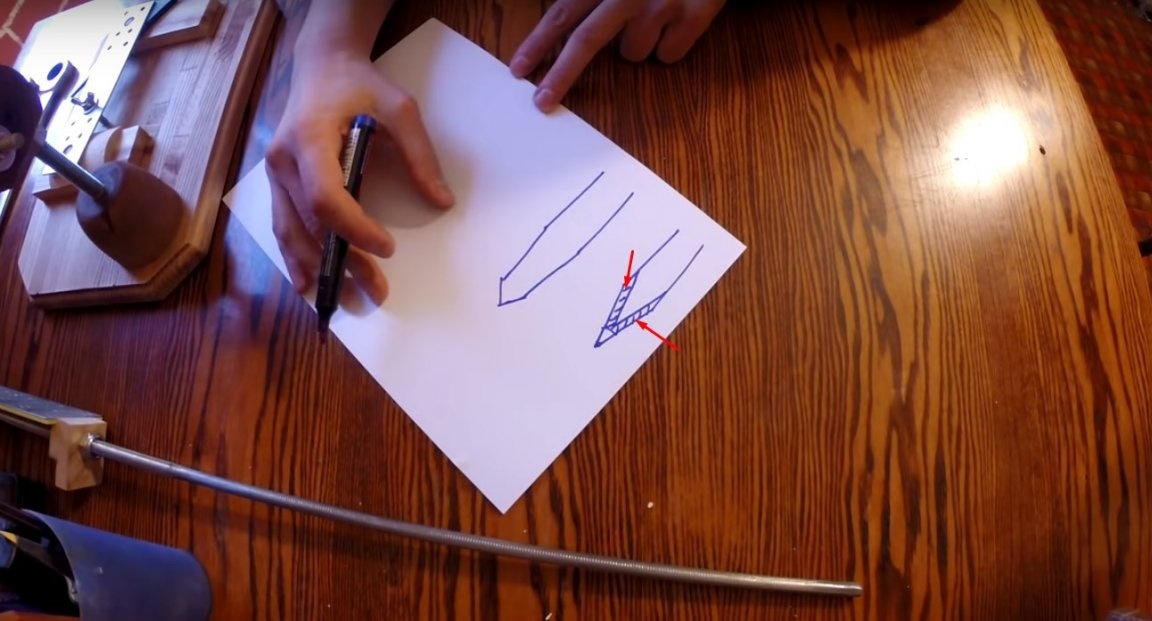
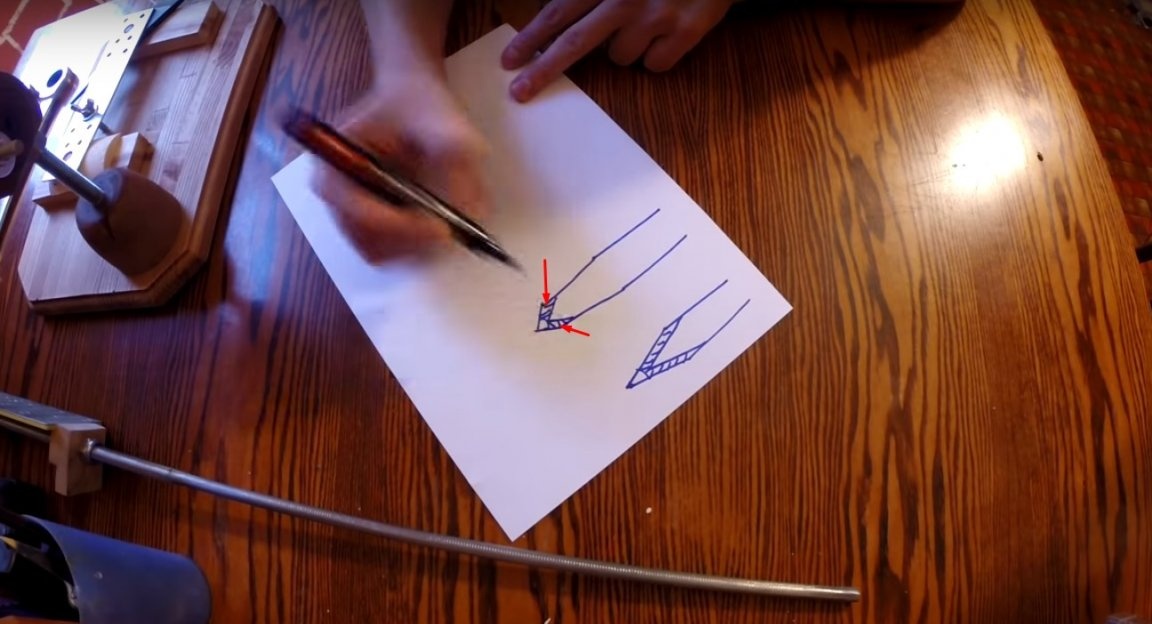
Sonra iki düz çizgi arasında mesafe 10 mm olan bir yer bulundu.

Ve iz bıraktı.

Sonra bu mesafeyi ölçtüm. (650 mm'ye eşittir.)
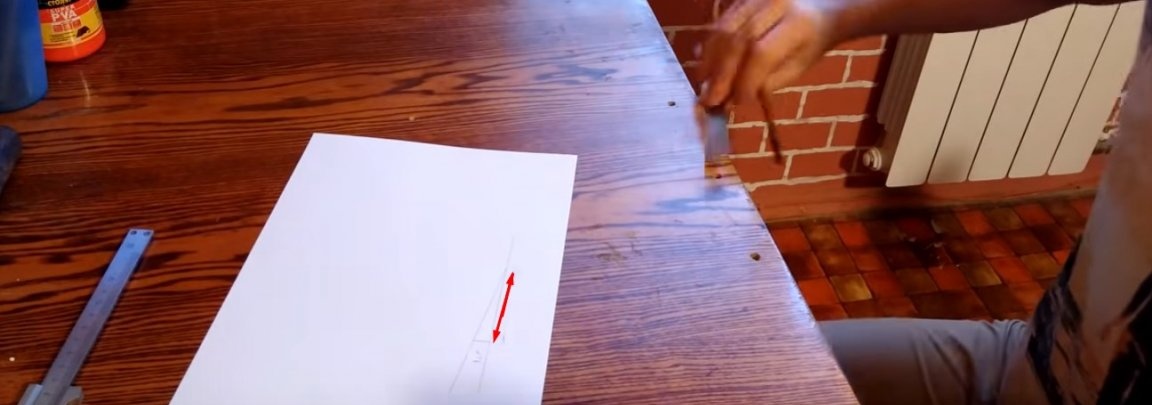

Sonra bu mesafenin bundan kaç kat daha büyük olduğunu hesapladı. Ve basit matematiğin gösterdiği gibi, fark altı buçuk katıdır.
Yani 0. Dosyanın toplam kalınlığının 5 mm'si, yazar kesme kenarının son keskinleştirilmesi için ayrılacaktır.
Ve kalan 6 mm, yazar her iki tarafa 3 mm diker.

Kağıt üzerindeki çizimi iş parçasına bağlayan usta bir hesaplama yaptı ve iş parçası üzerinde bir işaretleyici ile çıkarılması gereken parçanın üzerine boyadı.

Bu yöntem yaklaşık bir açı verir ve bu nedenle sadece ona güvenir, yazar tavsiye etmez. Bu arada, bu yöntem ustaya gerçekten yardımcı olmadı ve metali planladığından çok daha fazla çıkardı, böylece iniş açısı daha yumuşaktı.

Sonra fazlalığı kaldırmak için devam etti.


Bir dosya ile çalıştıktan bir buçuk saat sonra bir tarafı hazırdı. Yazarın inişinin kendisi düz bir çizgi değil, bir yayda biraz oldu. Sadece bir kişi “otomatik makine” değildir ve bir aleti sürekli olarak tek bir açıyla tutamaz. Ancak bu, bitmiş takımın kalitesini etkilemez.

Ancak, yazara göre, dikkat etmeye değer olan şey, kesinlikle bu kenara doğru olmalıdır.

Sonra ikinci tarafı da benzer şekilde işledi.

Yazar, inişi yaklaşık 0.7-0.8 mm'ye düşürdü.

Bir sonraki adım, yazarın kesicinin sertleşmesini yapması gerekecektir.

Ve sonra yazar bir konuyu denemeye karar verdi, bu konunun anlamı Japonların geleneksel kılıç dövme sanatıdır. Ürünün farklı bölümleri için farklı özellikler elde etmeyi sağlayan ısıl işlem yöntemlerinden biri olan jamon adı verilen bir terim vardır. Japon zanaatkarlar bunun için kömür tozu ve kil karışımını kullanıyorlar. Ve kahramanımız deneyinde, çimento bazlı macunların bir karışımını kullanmaya karar verdi. Kuru karışıma su ekleyerek yazar bir çözüm yaptı.

Sonra bitmiş çözeltiyi iş parçasına uyguladı. Ve çözelti tamamen kuruyana kadar bu formda bırakılır.

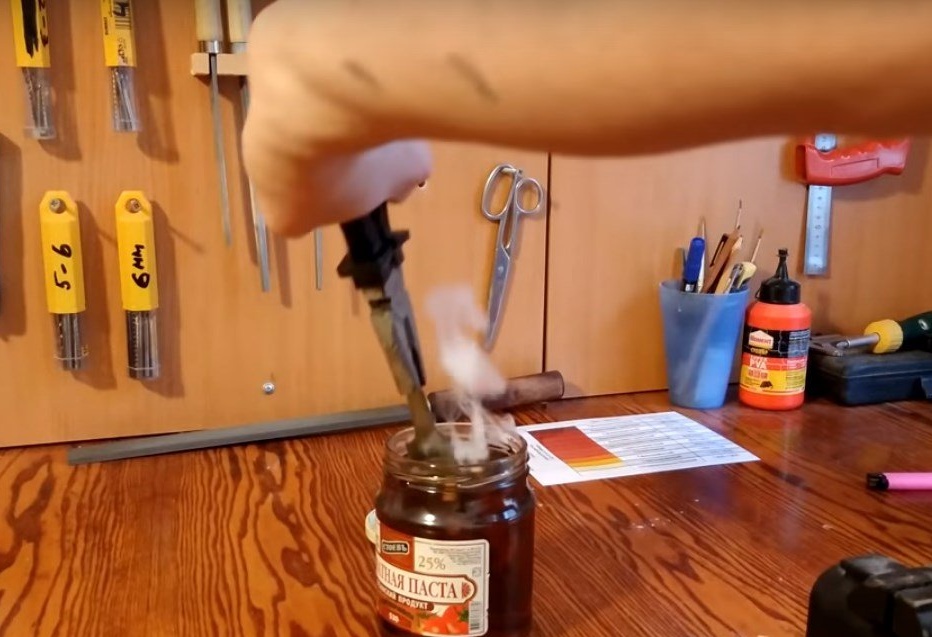
Birkaç saat sonra, çözelti kuruduğunda, yazar en önemli anı sürdürür, bu kesicinin sertleşmesidir. Yazar motor yağında temperlenecektir (bunun sudaki söndürmeden daha yumuşak bir söndürme türü olduğuna inanılmaktadır.)

Çelikle ilgili olarak, yazar, çeşitli kaynaklara göre, Sovyet dosyalarının üretiminde farklı çelik türlerinin kullanıldığını söylüyor: U8, U10, U12, hatta bazen 9XC alaşımlı.Sertleştirme sıcaklığına gelince, tahmin etmek kesinlikle mümkün değildir, özellikle bu evdeki sertleşme için geçerlidir. Bu nedenle, yazar bir masa "Kırmızı-sıcak rengine göre metal sıcaklığı". Yukarıdaki çeliğin hemen hemen tümünün söndürme sıcaklığı 800 ° C ila 870 ° C arasındadır, 9XC 870 ° C'lik daha yüksek bir sıcaklığa sahiptir. Tüm karbon geçişi yaklaşık 800 ° C'de söndürülür. Bu masanın ardından, master aleti açık kiraz kırmızısına ısıtacaktır.

Aşırı ısınmaya değmez, aksi takdirde araç çok kırılgan olacaktır. Metali istenilen renge ısıtarak yağa batırır.

Sertleştikten sonra yazar şiddetle bir tatil öneriyor. Bunun için sıradan bir ev fırını uygundur. Sıcaklığı 200 C'ye ayarlayarak, kesiciyi fırına koyun.

Kapadım ve 25 dakika boyunca böyle bıraktım.Bu prosedür, ürünün nihai sertliğini hafifçe azaltacaktır, ancak aynı zamanda kesicinin sünekliğini ve enine darbe yüklerine karşı direncini artıracaktır.

Bu arada, Meisel serbest bırakıldı, yazar kolu üretecek. Rahat bir kavrama için torna takımının sapı yaklaşık 400 mm uzunluğunda olmalıdır. Tutamağı bağlantı noktasında yarılmaya karşı koruyan bir sıhhi tesisat armatürü


Çekicin sapında, usta kesicinin sapı için bir delik açtı.

Sonra sapın çapını hafifçe azalttı, büyük olmamalıdır.

Ayrıca, bir törpü ile tüm tümsekleri çıkardı.

Ve zımpara kağıdı ile işlemi çarpma ve pürüzle tamamladı.

25 dakika sonra, yazar fırından bir kesici çıkardı. Soğuduğunda biraz bekledi, sonra jamonun ortaya çıkması için yazar önce bıçağı zımpara kağıdı ile temizledi.

Güçlü bir ferrik klorür çözeltisi yaptıktan sonra.

Ve içine bir kesici kazdı.


Yazarın sonucu çok memnun değildi. Jamon var, ama çok ince ve bıçağın en ucunda. Ve bu, iş parçalarının iyi bir şekilde ısıtılması için bu boyuttaki gaz spreyinin yeterli olmadığını bir kez daha doğrulamaktadır.

Şimdi yazar bize biraz bileme yolları hakkında bilgi verecektir. Bu, kesme aletlerini evde keskinleştirmenin en kolay ve en yaygın yoludur. Ancak bu yöntem en iyisi değildir.
Enstrümanı için yazar başka bir görüşe göre daha iyi bir yöntem kullanacaktır.
İkinci bileme yönteminin birinciye göre avantajları nelerdir? Ama aslında, her şey çok basit. Örneğin, bir aletle çalışırken bıçağın ucu yontulur.
İlk şekilde keskinleştirilmiş bir aletin kesici kenarını geri yüklemek için: az miktarda metal değil, çıkarmanız gerekir.
Ve ikinci şekilde bilenmiş aleti geri yüklemek için metalin çok daha az çıkarılması gerekecektir. Yazara göre böyle bir kesicinin bilenmesi çok daha kolaydır ve bu yöntemle bilenen bir kesici çok daha güçlü olacaktır, bu da yontma olasılığının çok daha az olduğu anlamına gelir.
Sonra, teoriden, yazar pratiğe devam etti.

Keskinleştirme sonucu.


Daha sonra, usta tüm detayları toplar. Saptaki bir deliği tutkalla doldurur.

Ve dışarıya bir parça parçanın monte edileceği küçük bir tutkal koyar. Ayrıca bu kısmı tel ile biraz güçlendirmeye karar verdi.


Ardından, kesicinin sapını deliğe yerleştirin.

Kesicinin kenara çekilmesini önlemek için yazar küçük tahta takozlar kurdu.

Ve yapıştırıcıyı tamamen kurumaya bıraktı.

İki gün sonra, tutkal iyice kuruduğunda, yazar sapı bir alkol lekesi ile kapladı.

İnce zımpara kağıdı ile işlendikten sonra.

Ve sonra kabzayı madeni yağla ıslattı.


Böylece, biraz çaba ve sabırla, yazar evde kendi elleriyle iyi bir araç yaptı.

İyi ve kullanışlı bir ev yapımı için ustaya teşekkürler.
Ve hepsi benim için. Hepinize teşekkürler ve yakında görüşürüz!