
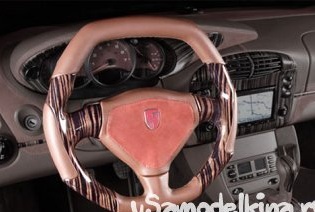
Sağ tekerlek asla yuvarlak değildir. Ve o zayıf değil. Ve daha da fazlası, ahşap veya karbon pedler ve delikli deri ile kaplanmış anatomik koniler olmadan. Ayarlı arabaların birçok sahibi inanıyor. Ve kendimden, iyi bir direksiyonun hava yastıklı sertifikalı bir tasarıma sahip olmasının yararlı olduğunu ekleyeceğim. Böylece, sağ direksiyon fabrika direksiyon simidi ayarlanarak elde edilebilir.
Farklı uzmanlar direksiyon simidinde farklı kesici uç ve anatomi imalat yöntemleri uygularlar. Kil modeline dayanan matris teknolojisini kullanmanızı öneririm. Modelin şeklini arama verimliliğinde hamuru avantajı. Matrisin avantajı, aynı dümenin veya diğer ebatlardaki dümenler için kabuk parçalarının imalatında tekrar kullanılma olasılığıdır.
Direksiyon simidinin orta kısmı bir tunerin müdahalesini gerektirmez; hava yastığı düzgün çalışmalıdır. Sadece jant ve kısmen iğneler yükseltilebilir.

01. Jantın tasarımı, mevcut bir direksiyon simidinden kopyalamayı deneyebilirsiniz, ancak formun kendisiyle hayal edebilirsiniz. Açgözlü direksiyon simidini hayal etmenin en kolay yolu, konturlarınızı donör dümeninin görüntüsüne boyamaktır. Ancak, bence, uzun süre kağıda yaslanmamalısınız, çünkü ergonomik gereksinimler ve direksiyon simidi tasarımı dizginsiz fantezilerinizi yok edebilir.
02. Elinizi denemek daha basit bir şey olsa da, prestijli bir otomobilin pahalı direksiyonunu geliştirmek özellikle güzel.

03. Modern otomobillerin direksiyon simidinin çoğu önce çektiğim deri ile kaplıdır. Cildin altında yumuşak bir lastik jant kabuğu açılır.
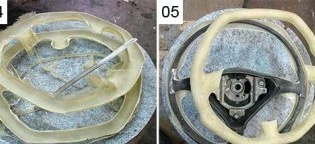
04. Direksiyon simidinin dış konturunu değiştirmeye karar verdiysek, fazla kauçuğu jant çerçevesinden kesmemiz gerekecek. Ancak çerçeveyi kauçuktan temizlemeye dahil olmayın, şekil değişikliğine müdahale etmediği yerlerde bırakmak daha iyidir.

05. Ve şimdi, özgür bir şekilde, direksiyon simidinde hamuru yapılmış doğru oranları ve el dostu şekil konfigürasyonlarını aramaya çalışıyoruz. Hamurudan elde edilen ergonomik el dökümünü orijinal dümen deseniyle karşılaştırın. Karakteristik darbelere, eziklere ve soketlere çizimden hamuru aktarıyoruz ve direksiyon simidinin kol boyunca rahatlığını tekrar “pompalıyoruz”.

06. Direksiyon simidinin yaklaşık bir şekilde birbirine yapışmış halini bulmaya başlıyoruz. Aynı zamanda, ebedi anlaşmazlık, asıl şeyin macun lehine çözdüğüm hamuru veya macun olmasıdır.Bu, neredeyse bitmiş bir matrisi çıkarmak için hamuru bir ayna kaplamasına parlatmayacağım, ancak bitmiş direksiyon simidindeki hamuru üzerinde kalan düzensizlikleri macunla değiştireceğim anlamına gelir. Ancak hamuru üzerinde, çizgileri cildi yamalamak için yuvalarla ve plastik formun kırıklarını sivri kaburgalarla işaretlememiz gerekir. Direksiyon simidinin yarısının bitmiş hamuru, şablonları kalın kartondan çıkarın.
07. Formun konturlarını, çatlak çizgilerini ve kenarlarını şablonlar aracılığıyla direksiyon simidinin diğer tarafındaki kile aktarıyoruz. Simitin yanal kalınlığı, sağ ve soldaki karşılık gelen yerleri karşılaştırarak bir kumpas ile kontrol edilebilir.

08. Ve şimdi form oluşturuldu, ancak kontur şablonlarını atmak için acele etmeyin. Onların yardımıyla, matris yarım formlarının konektörünün flanşlarını oluşturmak için bir kalıp yapmamız gerekiyor.
Kapalı herhangi bir hacim gibi, kalıbın üst ve alt kabuklarını birbirine yapıştırarak sağlam bir direksiyon simidi elde edilebilir. Bu fiberglas yarılarını yapmak için, önce bir hamuru modelinden bir kalıp kalıbı yapmalıyız. Flanşlar boyunca bir konektör, direksiyon matrisini iki ayrı yarıya böler, burada direksiyon parçalarının üst ve alt kabuklarını kendileri yapmak kolaydır.
09. Flanşların kalıbı kesinlikle direksiyon simidinin en geniş uzunlamasına kısmının düzlemine monte edilmelidir. Genellikle karton kalıp plakasını arka taraftaki hamuru parçalarla sabitlerim.

10. Fiberglas ile çalışmak ve özellikle polyester reçine ile emprenye edilmiş fiberglasın temasla kalıplanması, üç boyutlu formların üretimi için pratik olarak sınırsız olasılıklar sunar. Sıvı haldeki malzeme, herhangi bir eğrilik ve konfigürasyonun yüzeylerini serbestçe sarar. Sertleştirilmiş bir kompozit amaçlanan amaç için tamamen kullanılabilir. Kaba matrisler oluştururken genellikle jelkotlar (çalışma yüzeyi için özel kalın bir reçine) ve pahalı matris reçineleri kullanmam. Ancak bazen kalınlaştırıcı-aerosili (cam tozu) “kötüye kullandığımı” itiraf ediyorum.Yeniden kalın olan reçine, düzensizlikleri iyi tıkar ve kalıp üzerindeki keskin köşeleri doldurur.Ancak kalıplama kalitesi de takviye malzemesinden etkilenir.İlk katmanlar, özellikle karmaşık bir yüzeyde, 150 veya 300 cam elyaf paspas ile kaplarım.Bir kerede birçok kat uygulanmasını önermiyorum - bu kaçınılmaz olarak fiberglas deformasyonuna yol açacaktır. Bir buçuk saat sonra reçine katılaşır, ancak polimerizasyon süreci devam etmektedir.
11. Bu arada, ilk kalıplama polimerize olacak, direksiyon simidini çevirip karton kalıbı çıkaracağım. Reçinenin kalıba yapışmasını önlemek için daha önce mum bazlı bir ayırma bileşiği (Teflon) ile kapladım arabalar Polonya).

12. Elinizde bir ayırıcı olmadığında ve zaman tahammül etmediğinde, temas yüzeyini maskeleme bandı ile kapatıyorum. Sertleştirilmiş polyesterden kolayca çıkarılabilir. Bu sefer flanşı kapattım.
13. Modelin alt tarafı da bir kat fiberglas ile kaplıdır. Reçine “yükseldikten”, yani önce bir sıvıdan jöleye dönüştükten sonra katı bir duruma döndüm, direksiyonu tekrar çevirdim Modelin ön tarafına, daha önce plastik tabakayı daha önce zımpara kağıdı ile temizledikten sonra, 600 derecelik kalın bir cam mat tabakası uyguluyorum. dönüşümlü olarak katmanlar uygulayarak, matris kabuğunun kalınlığını 2-2.5 mm'ye yükseltirim (1 cam mat marka 300 katmanına ve 2 marka 600 katmanına karşılık gelir).

14. Tamamen yapıştırılmış matris yaklaşık bir gün boyunca korunur, ancak akşamları sürekli acele koşullarında, oluşturulan matris sabah işe başlar.
15. Esnek ve yumuşak sıvı hal fiberglas, sertleşme kurnazlığını gösterir. Lolipop yüzeyine baktığımda, elle tutmak istiyorum. Ancak görünmez, çıkıntılı cam iğneler elinizi ciddi şekilde yaralayabilir. Bu nedenle, her şeyden önce, matrisin yüzeyini zımpara kağıdı ile hafifçe temizliyorum. Matrisin tüylü, dikenli kenarı 25-30 mm genişliğinde bir flanş bırakarak kesilmelidir. Modelin kenarından 10 mm mesafede, flanşlardaki vidalar için montaj delikleri açmak gerekir. Bu formda, matris çıkarılmaya hazırdır.

16.Bir bıçak bıçağı veya ince bir çelik cetvelle, tüm kontur çevresindeki flanşları ayırırız. Sonra flanşlar arasında oluşan boşluğu genişletir ve matrisin yarım formlarını ayırırız. Matrisin çıkarılması sırasında ince bir hamuru modeli tabakası yok edilir, kısmen yarım formda kalır.
17. Hamuru kalıntıları matristen kolayca çıkarılır. Daha sonra iç yüzey gazyağı ile silinebilir. Flanşların kıvrımlarını zımpara kağıdı ile temizliyorum. Temizlenmiş matrisin çalışma yüzeyinde, aynı zımpara kağıdı ile düzelttiğim hamuru modelinin kusurlarındaki kusurlar açıkça görülebilir.
Bu kaba matrisle bile birkaç düzine dümen yapabilirsiniz. Ama ayar için kim size çok benzer direksiyon simidi verecek? Ancak hamuru ve fiberglas ile özel çalışmalar büyük talep görüyor.
İkinci Bölüm:

Sıradan polyester reçine kullanılarak yapılan kaba matris (son matris reçinesinden farklı olarak), orijinal şeklin bozulmasına yol açan önemli bir büzülme ve büzülmeye sahiptir. Ayrıca, parça ne kadar küçük ve karmaşıksa, deformasyon o kadar belirgin olur. Özellikle yarım kalıp bölümünün tüm yayı boyunca olduğu gibi köşelerde özellikle güçlü çekmeler meydana gelir. Böylece, tam polimerizasyonları sırasında, kontur boyunca bir yarım formun diğerine göre görünür uyumsuzlukları direksiyon simidinin parçalarında birikir. Ancak, bunun için, hamuru fikrini gelecekteki formun bir cam elyafı boşluğuna aktarmamıza veya yeni bir ürüne olan talebi incelemek için geçici (ucuz) bir araç olarak hizmet etmemize yardımcı olmak için kaba bir matristir.
01. Direksiyon simidinin yarısını yapmaya başlamadan önce, direksiyon simidini yapıştırma için hazırlıyorum. Jant ve jant tellerinden fazla kauçuğu yavaş yavaş keserek, direksiyon simidini matrisin yarım formuna koydum. Aynı zamanda, yapıştırmak için jant ve matris yüzeyi arasında mümkün olduğunca az boşluk bırakmaya çalışıyorum.

02. Direksiyon simidi kabuklarını hemen bir kerede 300 mm cam mattan iki kat sererek yapıştırabilirsiniz Ana şey “kuru” oluşturmaya çalışmak, yani fazla reçineyi sıkılmış bir fırça ile çıkarmaktır.
03. İki kat ince cam paspas kalınlığında bir madde kırılgan hale gelir, bu nedenle matristen dikkatli bir şekilde çıkarılmalıdır. Matrisin kenarları boyunca birbirine doğru uzanan fiberglasın kenarlarına tıklıyorum ve kabuğunu hafifçe dışarı çekiyorum.
04. Sökülen parçaların düz olmayan kenarları, matrisin kenarları tarafından parça üzerinde bırakılan baskıya göre kesilmelidir. Kırpmak için bir elektrikli el aleti kullanabilir veya metal için bir demir testeresi bıçağıyla testere yapabilirsiniz.
05. Direksiyon simidindeki kabukları deniyorum, gerekirse direksiyon simidi lastiğini kırpıyorum. Parçaların daha iyi oturması için, fiberglasın iç yüzeyi, yapışan fiberglas iğneleri ve reçine akışlarını kaldırarak kaba zımpara kağıdı ile temizlenmelidir.
06. Parçaların ve jantın kenarlarını kademeli olarak değiştirerek, yarıları direksiyon simidinde birbirine bağlarım. İyi kombine ve serbestçe direksiyon simidi kabuklarına oturmak yapıştırmaya hazırdır.
07. Yarım kalıpları yapıştırmanın iki yolu vardır. Genellikle, yapıştırılacak parçalar, monte edilmiş durumda onları birleştiren ve jantın üzerine basan matrise yerleştirilir. Ama bir matris kullanmadan direksiyon simidini monte etmeye karar verdim. Direksiyon simidinin içindeki ve dikişlerdeki tüm alanın parça kombinasyonunun doğruluğunu ve yapışkan malzeme ile doldurma kalitesini kontrol etmek istedim. Yapıştırıcı olarak, polyester reçine, aerosil (cam tozu) ve fiberglas karışımı kullanıyorum. Cam dolgulu bir macun gibi püresi ortaya çıkıyor, sadece kuruma süresi çok daha uzun. Bu kompozisyonla direksiyon yarısını dolduruyorum ve jant üzerine sıkıyorum. Dikişlerden sıkılmış fazla yulaf lapasını çıkarırım ve yarım formları maskeleme bandı ile sabitlerim. Doğru deforme olmuş kabuk yerleri kelepçelerle düzeltilir.
08. Bir parçanın ısıtılması, yoğun şekilde ilerleyen bir polimerizasyon reaksiyonunu gösterir. Yapıştırma başladıktan bir buçuk ila iki saat sonra, yapışkan bandı çıkarıyorum ve kalan reçineyi çıkarıyorum. Bundan sonra, direksiyon simidinin yüzeyi işlenebilir.
09. Matristen çıkarılan herhangi bir parçada, ayırma tabakasının izleri vardır. Bu nedenle, zımpara kağıdı ile temizlediğim ilk şey, separatörün kalıntılarından gelen tüm fiberglastır.
10.Geleneksel olarak, ayarlanmış bir direksiyon simidi karbon fiber (karbon fiber), ahşap kaplama ve hakiki deri ile karşı karşıyadır. Vernikli bir yüzeye sahip katı malzemeler, jantın üst ve alt sektörlerine yerleştirilir ve direksiyon çerçeveli yan parçalar deri ile kaplanır. Bu yüzden önce direksiyonumuzda yapmayı planladık. Ancak neredeyse bitmiş bir simit elimizde tutulduktan sonra, formun aşırı tasarımının olağandışı bir sonlandırmaya ihtiyaç duyduğu açıktı. Ve her şeyi diğer tarafa, yani üstte ve altta, yanlarda kaplama ile yapmaya karar verildi.

11. Daha fazla konfor için, cildin altına ince bir gözenekli kauçuk tabakası yapıştırılabilir (bu da çalışma maliyetini büyük ölçüde artırır). Fiberglas direksiyon jantına gerekenden biraz daha büyük boyutlu yaklaşık bir parça yapıştırılmıştır.
12. Lastik janta sıkıca oturur. Deri ek yerlerinde, bir desene göre kesilmiş kauçuk avuç içi de avuç içlerinin altına yapıştırılır. Tüm kauçuk parçaları zımpara kağıdı ile düzeltilir ve kusurlar yapıştırıcı ile karıştırılmış kauçuk kırıntısı ile onarılır. Konturlar desenlere göre kırpılır.

13. Direksiyonu bitirmeyi planladığımızda, farklı malzemelerin birleşim yerlerinde jant boyutunun doğru oranını ayarlamanız gerekir. Böylece, örneğin, vernikli kaplama kalınlığı (2 mm'ye kadar), yapıştırıcı ile cildin kalınlığına eşittir. Bu, direksiyon simidimizin jantının eklemlerde aynı kesite sahip olması gerektiği anlamına gelir. Derinin altına yapıştırılmış bir lastik, kenarda 2 mm yüksekliğinde bir basamak oluşturdu. Bu nedenle, eklemlerdeki jantı macun ile hizalamanız gerekecektir. Kauçuk etiketlerin kenarlarını macunla bozmamak için maskeleme bandı ile maskelenmelidir. Aynı amaçla, kauçuk kontur boyunca ince bir hamuru şerit yapıştırıyorum, bu da cildi sızdırmaz hale getirmek için bir boşluk olacak.

14. "Tüylü" macun, breadboard üreticisinin çalışmasında vazgeçilmez bir malzemedir.Bu macun, polyester reçine esas alınarak yapılmıştır ve polyester fiberglasımızla iyi karışmaktadır.Ayrıca birçok ustanın direksiyon simidini tamamen macuntan yaptığını biliyorum.Yavaş yavaş uygulayarak zımpara macunu, direksiyon simidi takılmıştır. istenen şekil.
15. Direksiyon simidinin son yüzeyinde, cildi kapatmak için çatlak çizgilerini işaretliyorum. Jant üzerindeki kesimler en uygun şekilde bir metal demir testeresi bıçağı ile yapılır. Boşluğun derinliği en az 3-4 mm ve en fazla 2 mm olmalıdır. Zımparalı bir bezle yapılan kesimleri kestim. Avuç içlerinin altındaki ek yuvaları hamuru şeritler ile işaretlenmiştir. Hamuru çıkardıktan sonra, oluklar macun ve zımpara kağıdı ile hizalanır. Boşluklar "bor makinesi" koymak çok uygundur.
16. Son dokunuş hava yastığı kapağının takılması ve takılmasıdır. Ana şey, boşlukları doğru bir şekilde hesaplamaktır. Gerçek şu ki, hareketli kapak, tekerlek teli kenarlarına sürtmemelidir. Buna ek olarak, hava yastığı kapağını kaplayacak olan cildin veya Alcantara'nın kalınlığına yer bırakmanız gerekir.

Uyumun doğruluğu için, deri parçalarını boşluğa yerleştiririm ve doğru yere “pompalarım”, boşlukları sığdırmak için, aynı araçlar kullanılır - macun ve zımpara kağıdı.Fibergamı bir form ile bitiririm, çünkü tüm form görünecek, çünkü macundan sivilceli yüzey görmek zor kusurlar.
Bu prototipin çalışmasını sona erdirir ve ürün diğer uzmanlara gönderilir. İlk olarak, bir usta kaplamayı yapıştıracak ve vernikleyecek, daha sonra başka bir usta deri ile kaplayacaktır. Nihai sonuç, finişerlerin niteliklerine bağlı olacaktır, ancak ergonomisi, plastisitesi ve oranlarıyla düzen ustası, düzen ustası olacaktır. Bu nedenle standart dışı ürünlerin üretiminde temel uzmanlık her zaman breadboard üretimi olmuştur.